Игольчатая перфорация: технология, области применения и преимущества


Игольчатая перфорация — часто используемая в упаковке — это процесс создания множества мелких, равномерно расположенных отверстий или микроотверстий в пленке (пластиковой, фольгированной, ламинированной или аналогичной) с помощью вала, оснащенного иглами (иногда нагретыми), которые прокалывают материал.
Эта техника имеет большое значение для упаковки, поскольку крошечные отверстия обеспечивают контролируемый воздухообмен и влагообмен. На практике такие "перфорированные" пленки помогают предотвратить вздутие при термоусадке, улучшить вентиляцию (особенно для скоропортящихся продуктов), регулировать влажность и даже выпускать запахи или пар, что сохраняет качество, свежесть и внешний вид продукта.
Особенно в пищевых продуктах, свежих продуктах, хлебобулочных изделиях или ароматизированных товарах, надлежащая вентиляция и контроль влажности имеют решающее значение для предотвращения порчи, конденсации, отсыревания или деформации упаковки. Игольчатая перфорация таким образом продлевает срок годности, сохраняет текстуру (например, хрустящую корочку хлеба) или аромат (в ароматизированных товарах) и улучшает потребительский опыт.
Краткие сведения об игольчатой перфорации
Игольчатая перфорация — Краткий справочник
Компактная шпаргалка, описывающая перфорацию иглами, горячий и холодный методы, типичные диапазоны отверстий, распространенные отрасли и основные преимущества для упаковки и качества продукции.
| Определение | Игольчатая перфорация — это процесс создания небольших, равномерно расположенных отверстий (микроотверстий) в пленках и ламинатах с помощью игольчатых валов. Системы холодной и горячей игольчатой перфорации используются для вентиляции, упаковки в модифицированной атмосфере (MAP), отвода пара и предотвращения вздутия. |
|---|---|
| Горячий и холодный методы |
|
| Типичные размеры и плотность отверстий |
|
| Основные отрасли / Применение |
|
| Главные преимущества |
|
Понимание методов игольчатой перфорации
Что такое микроперфорация и как она работает?
Микроперфорация — это высокоточный процесс, предполагающий механическое или термическое создание мелких, равномерно расположенных отверстий в полимерных пленках, фольге, бумаге или многослойных ламинатах с использованием штифтов или игл. Процесс обычно осуществляется на ротационном перфораторе, оснащенном тщательно расположенным массивом игл или штифтов. При холодной перфорации иглы механически прокалывают пленку/полотно при комнатной температуре, образуя чистые отверстия с открытыми краями. При горячей перфорации иглы нагреваются, локально расплавляя материал при проникновении, что приводит к образованию оплавленных кромок вокруг каждого отверстия и снижает риск разрыва или деформации края. Диаметры отверстий обычно варьируются от примерно 50–80 мкм до 1 мм для холодной перфорации; для установок с горячими иглами — от ~100 мкм до ~2 мм, при этом плотность отверстий, их шаг и геометрический рисунок могут быть точно отрегулированы в зависимости от толщины пленки, типа материала (такого как ПВД, ПЭТ, ОПП или многослойные ламинаты) и конкретной конфигурации машины. Критические параметры процесса включают диаметр иглы, глубину проникновения, скорость вращения, а также, для горячей перфорации, температуру игл. Эти параметры в совокупности определяют качество, однородность и стабильность отверстий, а также морфологию краев и структурную целостность перфорированного материала, обеспечивая возможность оптимизации процесса для широкого спектра пленок и производственных требований.

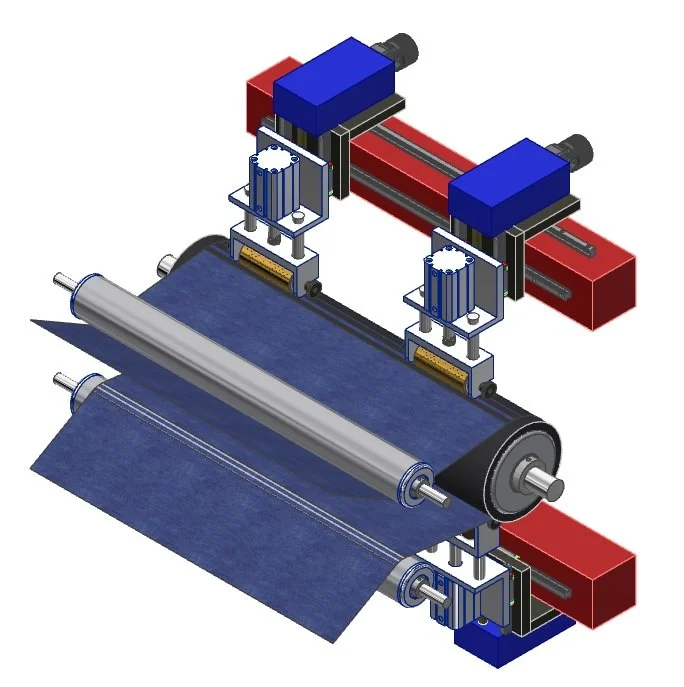
Схема процесса горячей игольчатой микроперфорации

Схема процесса холодной игольчатой микроперфорации
Перфорация горячей иглой против перфорации холодной иглой

Перфорация горячей иглой
-
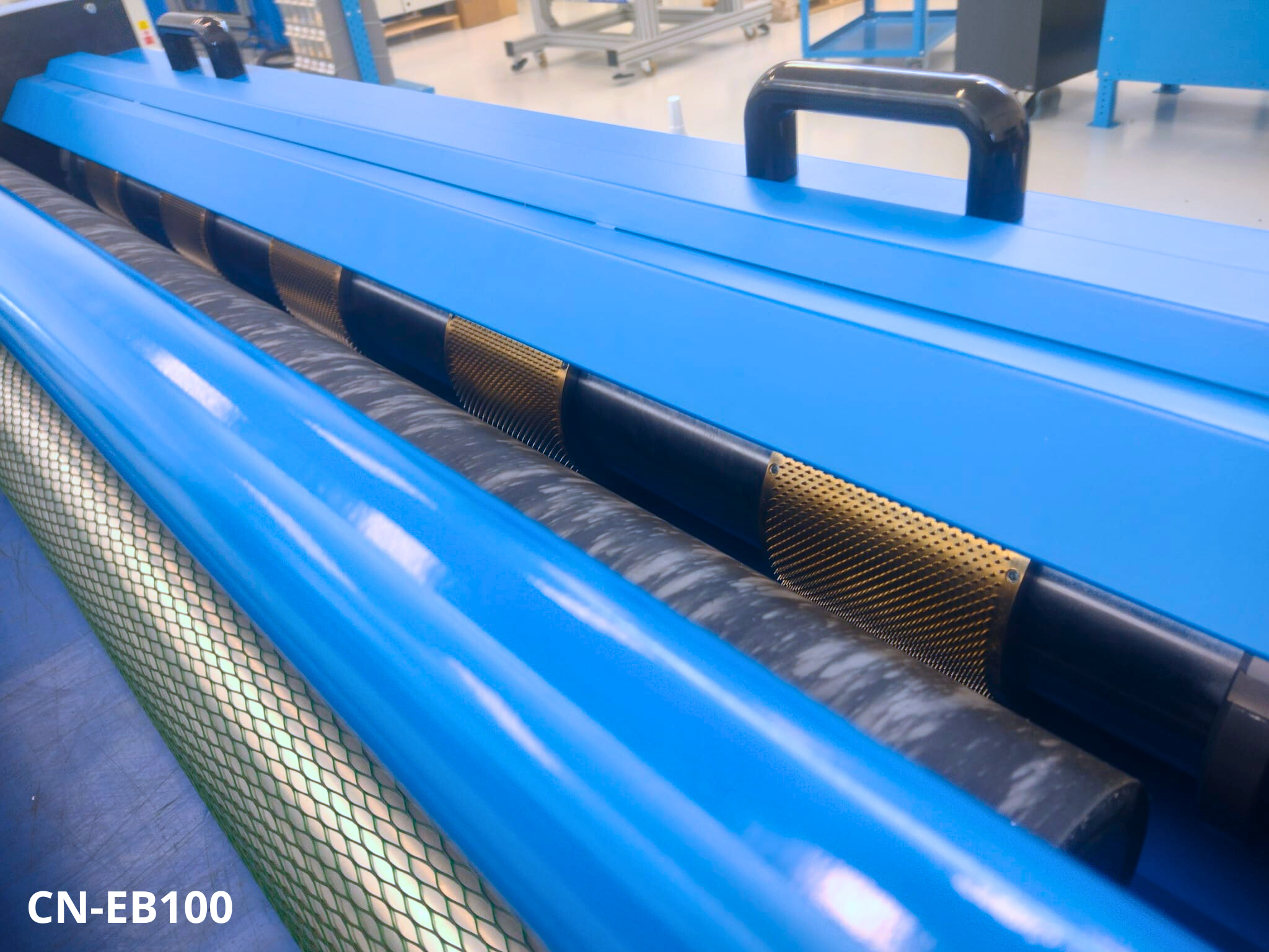
Используется вращающийся игольчатый вал, который нагревается за счет инфракрасных ламп, с ПИД-регулированием. Пленка или полотно проходит между нагретым игольчатым валом и контрвалом. Когда нагретые иглы проникают в материал, они расплавляют материал на месте, создавая отверстия и одновременно запечатывая края.
Параметры перфорации (глубина проникновения игл, скорость полотна, температура нагрева) тонко регулируются. Обычно диаметры отверстий варьируются от ~200 мкм до ~2 мм в зависимости от оборудования и материала.
-
Чистые, запаянные кромки отверстий: Поскольку материал расплавляется вокруг отверстия, края получаются гладкими и усиленными, что минимизирует разрывы, образование заусенцев или расслоение краев.
Высокая точность и повторяемость: Размер отверстий, их шаг и схема расположения остаются постоянными даже при высокой плотности игл. Идеально подходит для применений, требующих контролируемой газо- и влагопроницаемости.
Повышенная структурная целостность пленки после перфорации: Запаянные кромки вокруг отверстий сохраняют прочность пленки при воздействии нагрузок, запайке или механической обработке — что важно для термоусадочных пленок, ламинатов или пленок, находящихся под натяжением.
Широкая совместимость с материалами: Применимо ко многим термопластичным пленкам, ламинатам, техническим пленкам, нетканым материалам и т. д., особенно когда материал способен выдерживать локальный нагрев.
-
Более высокая сложность и стоимость: Требуется система нагрева, контроль температуры и более сложная настройка машины по сравнению с холодным методом.
Потенциальные ограничения, связанные с нагревом материала: Некоторые очень тонкие, термочувствительные или нестабильные по температуре материалы могут деформироваться, испытывать стресс или разрушаться под воздействием тепла.
Более низкая или более ограниченная скорость линии по сравнению с холодной перфорацией (в зависимости от материала и плотности), хотя современные модели все же обеспечивают хорошую производительность. Например, некоторые горячеигольные машины имеют максимальную скорость до ~200 м/мин.
-
Термопластичные пленки, требующие чистой и прочной перфорации (ПЭ, ПП, многослойные ламинаты)
Упаковка, для которой важна перфорация с оплавленными краями: термоусадочные пленки, пленки для печей, ламинаты, барьерные пленки.
Технические пленки, нетканые материалы, текстиль, интерьеры автомобилей, медицинские или гигиенические пленки, где важна целостность перфорации в условиях нагрузки или эксплуатации.

Перфорация холодной иглой
-
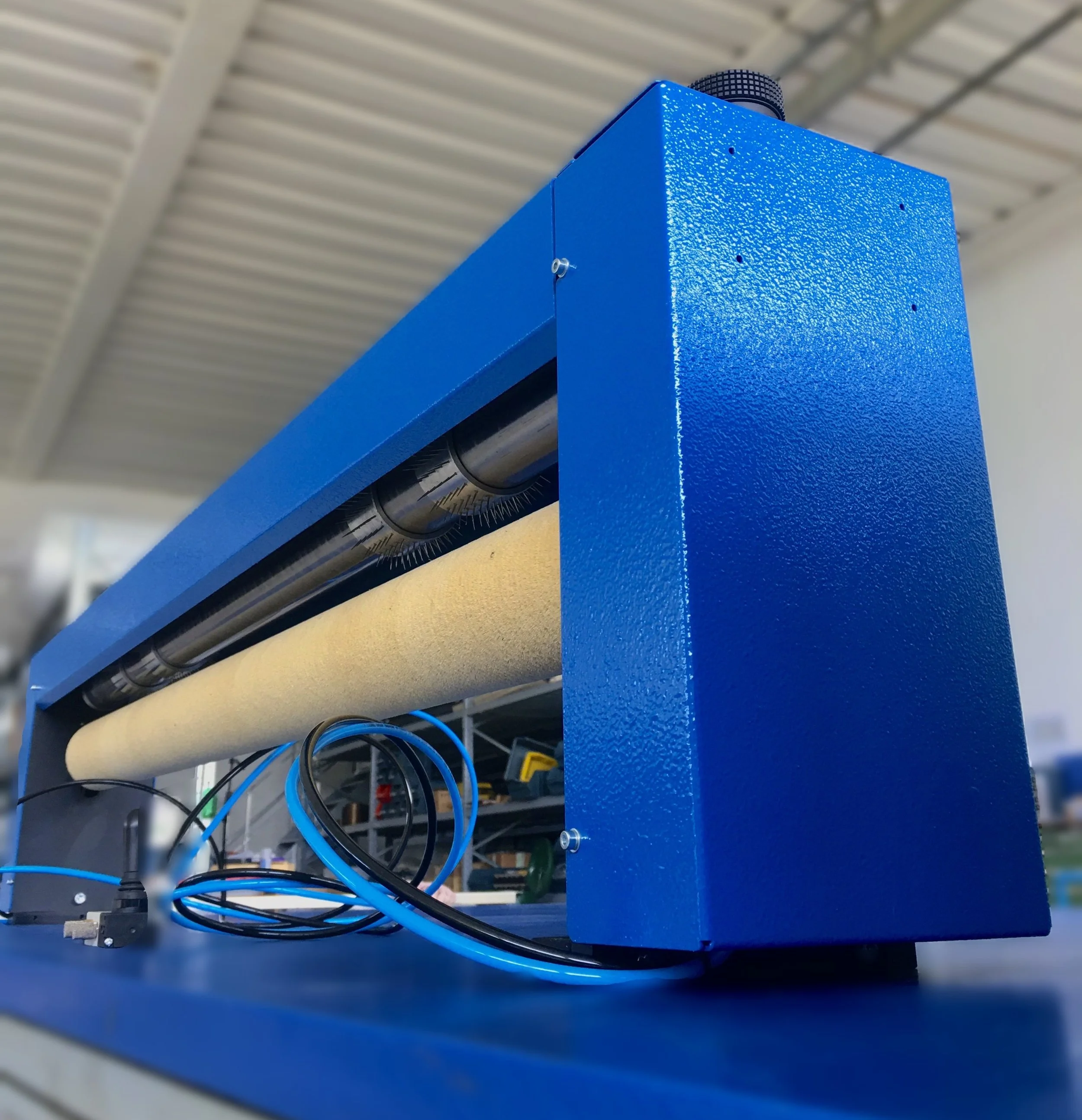
Используется игольчатый вал (или цилиндр) и контрвал; иглы механически прокалывают движущуюся пленку/полотно при комнатной температуре. Нагрев не применяется. Материал прокалывается, а не плавится.
Глубина проникновения регулируется микрометрическими винтами или регулируемыми креплениями; привод игольчатого вала может осуществляться за счет протяжки пленки или моторизованным валом, в зависимости от конфигурации.
Позволяет получать отверстия диаметром от ~50–80 мкм до ~1–1,8 мм (в зависимости от конфигурации вала/игл и материала).
-
Простота и экономичность: Отсутствие камеры нагрева — упрощенная конструкция, более легкое обслуживание, сниженное энергопотребление.
Высокая скорость обработки и производительность: Некоторые игольчатые перфораторы холодного типа достигают скорости до ~400 м/мин, что позволяет эффективно использовать их в высокоскоростных, высокопроизводительных производственных линиях.
Универсальность в работе с материалами: Благодаря отсутствию нагрева, холодная перфорация подходит для термочувствительных подложек (например, некоторых пленок, бумаги, нетканых материалов, ламинатов), которые могут деформироваться, плавиться или разрушаться под воздействием тепла.
Более низкие первоначальные затраты и стоимость обслуживания: Механически проще, с меньшим количеством компонентов, требующих калибровки или терморегулирования.
-
Края отверстий могут быть менее чистыми / точными: Поскольку материал прокалывается, а не плавится, отверстия могут иметь необработанные края или микроразрывы. Это может привести к снижению механической прочности в области перфорации по сравнению с краями, запаянными горячей иглой.
Риск закрытия отверстий или их частичного самозатягивания: В некоторых субстратах отверстия могут частично закрываться или не оставаться полностью открытыми, особенно под давлением или при изгибе, что снижает надежность проницаемости.
Менее пригодно для перфорации высокой плотности или очень мелких, однородных отверстий: При требованиях к очень мелкой или высокоплотной перфорации точность холодноигольного метода может оказаться недостаточной по сравнению с горячеигольным или альтернативными методами (например, лазерной).
-
Термочувствительные материалы: пленки, ламинаты, бумага, нетканые материалы, технические ткани, не переносящие локального нагрева.
Высокоскоростные, высокопроизводительные линии (упаковочные пленки, вентиляционные пленки, перфорированные пленки общего назначения), где приоритетом являются стоимость и пропускная способность.
Области применения, где допустима «грубая» или функциональная перфорация (вентиляция, отвод влаги, общая проницаемость), но не требуется исключительная точность по краю отверстий.
Схемы перфорации, плотности и параметры машины

Плотность перфорации относится к количеству отверстий на единицу площади пленки, фольги или ламината, обычно выражаемому как отверстия на квадратный дюйм (отверстий/дюйм²) или отверстия на квадратный сантиметр (отверстий/см²). Она напрямую влияет на вентиляцию, контроль влажности, газообмен и механические свойства упаковки. Более высокая плотность перфорации увеличивает воздухопроницаемость и влагопроницаемость, что критически важно для свежих продуктов, хлебобулочных изделий или других товаров, требующих контролируемого дыхания или отвода пара. Меньшая плотность обеспечивает умеренную вентиляцию при сохранении структурной целостности и предотвращении чрезмерной утечки или высыхания.
Регулируемые параметры, влияющие на воздухопроницаемость и производительность:
Диаметр отверстия: Отверстия большего диаметра обеспечивают больший поток воздуха, но могут ослабить пленку. Размер отверстий может варьироваться от 0,1 мм до 1,5 мм в зависимости от материала и области применения.
Шаг / Схема расположения игл: Меньший шаг (более высокая плотность) увеличивает вентиляцию. Схемы перфорации (например, P4, P8, P30, P160) обозначают количество игл на единицу длины/площади.
Игольчатое проникновение: Глубина проникновения игл определяет размер отверстий, точность и целостность пленки. Избыточная глубина может вызвать разрыв, в то время как недостаточная приводит к неполной перфорации. Точное управление ходом иглы обеспечивает стабильное формирование отверстий и надежные механические характеристики.
Свойства материала: Толщина пленки, эластичность и структура ламината влияют на максимально достижимую плотность без разрывов и нарушения механической целостности.
| Схема | Приблизительное количество отверстий на дюйм² (см²) | Рекомендуемые области применения |
|---|---|---|
| P4 | ~4 отверстия/дюйм² (~0,5 отверстий/см²) | Низкая потребность в вентиляции, выпечка или упакованные товары, требующие лишь минимального воздухообмена. |
| P8 | ~8 отверстий/дюйм² (~1,24 отверстия/см²) | Умеренная вентиляция для свежей продукции и общей упаковки, где важен влаго- и газообмен. |
| P30 | ~30 отверстий/дюйм² (~4,65 отверстий/см²) | Высокие требования к вентиляции, например, для продукции с интенсивным дыханием или для обеспечения быстрого отвода пара в термостойких пленках. |
| P160 | ~160 отверстий/дюйм² (~25 отверстий/см²) | Специальные области применения, такие как звукопоглощающие панели, кофейные фильтры, промышленная упаковка |
Плотность перфорации является критически важным параметром проектирования, поскольку она обеспечивает баланс между эффективностью вентиляции, механической целостностью и защитой продукта. Точная настройка диаметра, шага и скорости линии гарантирует оптимальную производительность для каждого типа упаковки.
Области применения игольчатой перфорации в промышленности

Упаковка продуктов питания и продление срока хранения
Микроперфорированные пленки позволяют свежим продуктам, выпечке и готовым блюдам «дышать», что снижает образование конденсата и помогает сохранить текстуру и качество продукта. В пленках, пригодных для использования в духовке, перфорация горячей иглой создает точные герметичные отверстия, через которые пар выходит во время приготовления или подогрева, сохраняя хрусткость выпечки и печеных изделий и предотвращая размокание.
Применение в медицине, автомобилестроении и теплоизоляции Перфорированные пленки и пенопласты компании «
» используются в медицинской упаковке для регулирования влажности и поддержания стерильности, в салонах автомобилей для изготовления дышащих материалов для обивки сидений из кожи и ткани, а также в теплоизоляционных изделиях для обеспечения надлежащей вентиляции и предотвращения скопления влаги. Примерами могут служить вентиляционные каналы в автомобильных сиденьях и дышащие теплоизоляционные мембраны, которые сохраняют теплоизоляционные свойства, обеспечивая при этом циркуляцию воздуха.
Новые направления: бумага и экологичная упаковка
Игольчатая перфорация всё чаще применяется в бумажной упаковке и компостируемых пленках, обеспечивая контролируемую вентиляцию и способствуя экологической устойчивости. Эта технология помогает перерабатываемым и биоразлагаемым материалам сохранять структурную целостность и функциональность, что соответствует тенденциям к созданию экологичных и ответственных упаковочных решений.
Преимущества и технические достоинства игольчатой перфорации

Вентиляция, контроль влажности и высвобождение аромата
Перфорация играет ключевую роль в регулировании внутренней среды гибкой упаковки. Обеспечивая выход избыточных газов и пара через точно спроектированные микроотверстия, она предотвращает раздувание упаковки, накопление влаги и ухудшение текстуры продукта. Это гарантирует, что продукты остаются хрустящими, свежими и привлекательными на вид на протяжении всего срока хранения.
Кроме того, контролируемая перфорация усиливает высвобождение аромата в момент вскрытия упаковки, создавая мгновенный сенсорный эффект, который положительно влияет на восприятие потребителем и повышает его удовлетворенность продуктом.
Функция «Easy-Open» и удобство для потребителя
Специально разработанная перфорация также может использоваться для создания линий легкого разрыва или микроотверстий, которые делают упаковку более простой и интуитивно понятной для потребителей. Это избавляет от необходимости использовать ножницы или дополнительные инструменты и способствует более плавному и комфортному взаимодействию с продуктом.
Независимо от того, применяются ли такие функции «Easy-Open» для снеков, хлебобулочных изделий, товаров для дома или упаковок для потребления на ходу, они значительно повышают воспринимаемую ценность продукта и укрепляют лояльность к бренду.
Индивидуальная настройка и эффективность процессов
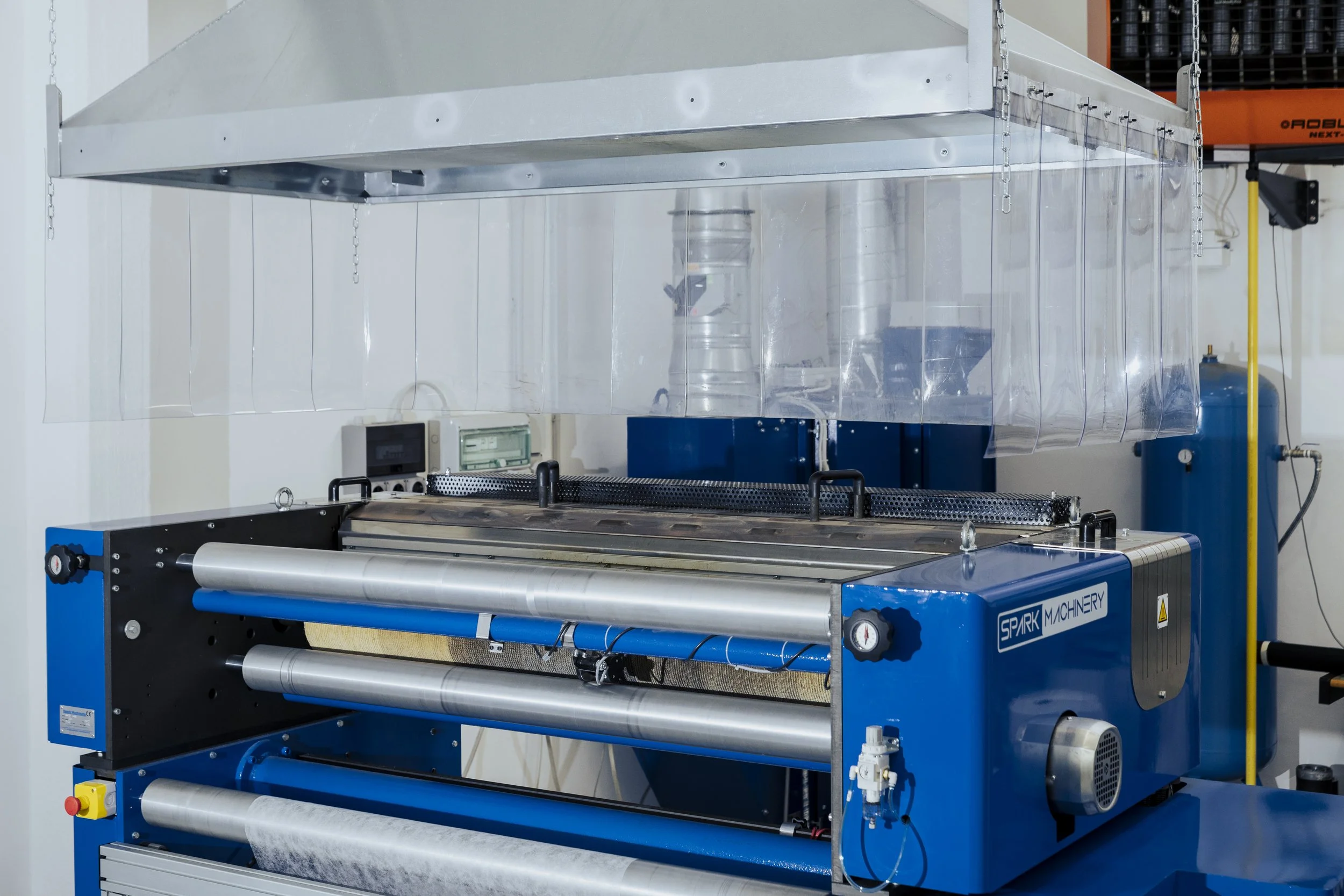
Современные технологии перфорации позволяют производителям адаптировать каждый аспект — размер отверстий, плотность, рисунок и распределение — в соответствии с конкретными требованиями каждого продукта и упаковочного материала. Передовые системы, такие как те, что предлагает Spark Machinery высокоскоростную и стабильную работу с исключительной точностью.
Автоматизированные системы управления, функции быстрой переналадки и надежные модули с горячими иглами помогают сократить время простоя, повысить эффективность процессов и обеспечить высочайшее качество продукции. Такой уровень индивидуализации и производительности подходит как для мелкосерийного производства, так и для крупномасштабных промышленных процессов.
Подбор оптимального решения для игольчатой перфорации
Оценка потребностей в материалах и продукции
При определении оптимальной конфигурации перфорации инженерам следует оценивать все материальные и технологические параметры, влияющие на геометрию отверстий и проницаемость. Ключевые аспекты включают:
Тип подложки: однослойные или многослойные пленки (ПЭ, ПП, БОПП, ПЭТ), фольга, бумага, ламинаты или нетканые материалы. Каждая подложка по-разному реагирует на термическую или механическую игольчатую перфорацию, влияя на морфологию отверстий и стабильность размеров.
Требуемая скорость вентиляции или степень проницаемости: целевой профиль газообмена определяет диаметр отверстий, их плотность, шаг и общую схему перфорации.
Чувствительность продукта к влаге, кислороду и внутреннему давлению: товары, чувствительные к влаге или кислороду, выигрывают от точного контроля перфорации. Системы с горячими иглами могут создавать отверстия с запаянными краями. Лазерная перфорация может быть рассмотрена для особо тонких или хрупких материалов, требующих сверхточных микроотверстий.
Срок годности и условия хранения: длительный срок годности или колеблющиеся условия влажности/температуры требуют стабильной, воспроизводимой перфорации и строгих технологических допусков.
Нормативные стандарты: для упаковки пищевых продуктов, медицинских изделий или гигиенических товаров, обеспечивающие чистую перфорацию без микротрещин и структурных дефектов.
➡️ Отправьте ваш материал в Spark Machinery для проведения индивидуальных тестов перфорации и определите оптимальный размер отверстий, рисунок и плотность для вашего продукта.
Оценка вариантов оборудования и поставщиков
Выбор системы перфорации требует согласования возможностей оборудования с характеристиками материала и целевыми показателями производительности. Ключевые критерии оценки включают:
Технология перфорации:
Системы с горячей иглой для герметичных, термостабилизированных отверстий.
Системы с холодной иглой для высокоскоростной обработки нетермочувствительных подложек.
Лазерная перфорация может использоваться для сверхтонких или хрупких пленок, в которых механические иглы не всегда позволяют получить равномерные микроотверстия.
Диапазон диаметров отверстий и адаптивность: Установки Spark Machinery с горячими иглами обычно обеспечивают диапазон от ~100 мкм до 2,0 мм, установки с холодными иглами — от ~80 мкм до 1,8 мм, а лазерные системы при необходимости могут создавать меньшие, высокоточные отверстия.
Скорость линии и производительность: системы холодной перфорации обеспечивают скорость до 400 м/мин, системы горячей перфорации — до ~200 м/мин в зависимости от материала и плотности перфорации.
Автоматизация и управление процессом: моторизованные валы, микрометрический контроль глубины, валы с сервоприводом, цифровая память рецептов и интерфейсы Industry 4.0 обеспечивают максимальную повторяемость и минимальное время переналадки.
Интеграция с существующими линиями: совместимость с линиями экструзии, печати, продольной резки или производства пакетов для обеспечения бесперебойного производства.
Техническое обслуживание и поддержка: простой доступ к запасным иглам, рол или лазерным модулям, а также техническая помощь, обеспечивают долговременную надежность.
➡️ Свяжитесь с компанией Spark Machinery , чтобы подобрать оптимальное оборудование и метод перфорации для ваших материалов и производственных требований.
Обеспечьте идеальный баланс вентиляции, контроля влажности и сохранности продукции в вашей упаковке.
📩 Закажите пробный тест или консультацию сегодня — отправьте свой материал в Spark Machinery, и наши специалисты протестируют и оптимизируют схемы перфорации, размеры отверстий и плотность в соответствии с вашими конкретными потребностями.
Получите экспертную консультацию по вопросам перфорации
Выбор идеальной машины для микроперфорации может быть сложным решением, учитывая разнообразие технологий и материалов. Чтобы убедиться, что вы выбрали идеальное решение для ваших конкретных нужд, мы приглашаем вас на бесплатную консультацию с нашими специалистами. Воспользуйтесь индивидуальными знаниями о том, как правильно подобранная технология горячей, холодной или лазерной перфорации может оптимизировать ваше производство, повысить качество продукции и эффективность, обеспечивая разумные инвестиции, направленные на ваш успех.

КОНТАКТНОЕ ЛИЦО
Ищете передовую промышленную упаковку или решения для перфорации на заказ?
Узнайте, как индивидуально подобранный поток воздуха, контроль влажности и эффективность материалов могут повысить эффективность логистики и защиты продукции.
Свяжитесь с нашей командой сегодня, чтобы узнать, какие системы перфорации, разработанные на заказ, отвечают вашим специфическим потребностям.
👉 Свяжитесь с нами прямо сейчас или запросите бесплатную консультацию
ФЕДЕРИКА КАНТАГАЛЛИ
Офис коммерческого экспорта
Машины для Spark Machinery перфорации Spark Machinery