İğne perforasyonu: teknoloji, uygulamalar ve faydalar


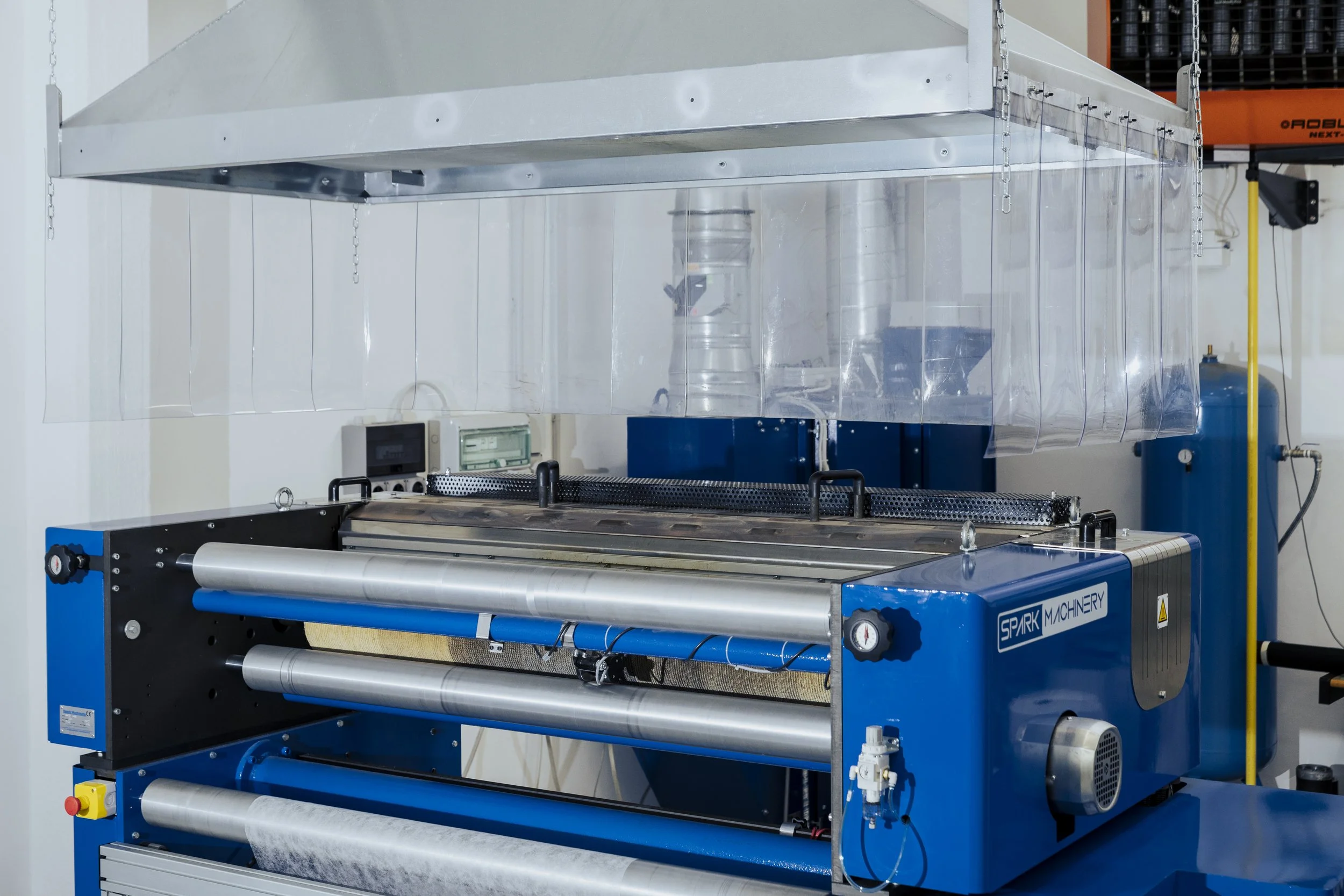
Genellikle ambalajlamada kullanılan iğneli perforasyon, malzemeyi delen iğnelerle (bazen ısıtılmış) donatılmış bir silindir veya tambur kullanarak bir filmde (plastik, folyo, laminat veya benzeri) çok sayıda küçük, düzenli aralıklı delikler veya mikro açıklıklar açma işlemidir.
Bu teknik ambalajlama için çok önemlidir çünkü bu küçük delikler kontrollü hava akışına veya nem değişimine izin verir. Uygulamada, bu tür "delikli" filmler ısıyla büzüştürme işlemi sırasında hava sıkışmasını ve balonlaşmayı önlemeye yardımcı olur, havalandırmayı iyileştirir (özellikle çabuk bozulan ürünler için), nemi düzenler ve hatta kokuların veya buharın dışarı çıkmasına izin verir - bu da ürün kalitesini, tazeliğini ve görünümünü korur.
Özellikle gıda, ürün, unlu mamuller veya kokulu ürünlerde bozulma, yoğuşma, sogginess veya ambalaj deformasyonunu önlemek için uygun havalandırma ve nem kontrolü kritik öneme sahiptir. İğne delme yoluyla perforasyon böylece raf ömrünü uzatır, dokuyu (ekmek kabuğu gibi) veya aromayı (kokulu ürünlerde) korur ve tüketici deneyimini iyileştirir.
Bir bakışta iğne delinmesi hakkında temel bilgiler
İğne Perforasyonu - Hızlı Referans
İğne perforasyonu, sıcak ve soğuk yöntemler, tipik delik aralıkları, yaygın endüstriler ve paketleme ve ürün kalitesi için temel faydaları açıklayan kompakt kopya sayfası.
| Tanım | İğneli perforasyon, iğneli silindirler kullanarak filmlerde ve laminatlarda küçük, düzenli aralıklı delikler (mikro açıklıklar) oluşturma işlemidir - Soğuk iğneli ve sıcak iğneli perforasyon sistemleri havalandırma, MAP paketleme, buhar salma ve balonlaşma önleme uygulamaları için kullanılır. |
|---|---|
| Sıcak ve Soğuk Yöntemler |
|
| Tipik Delik Boyutları ve Yoğunlukları |
|
| Ana Sektörler / Kullanım Alanları |
|
| En İyi Avantajlar |
|
İğne perforasyon tekniklerinin anlaşılması
Mikro perforasyon nedir ve nasıl çalışır?
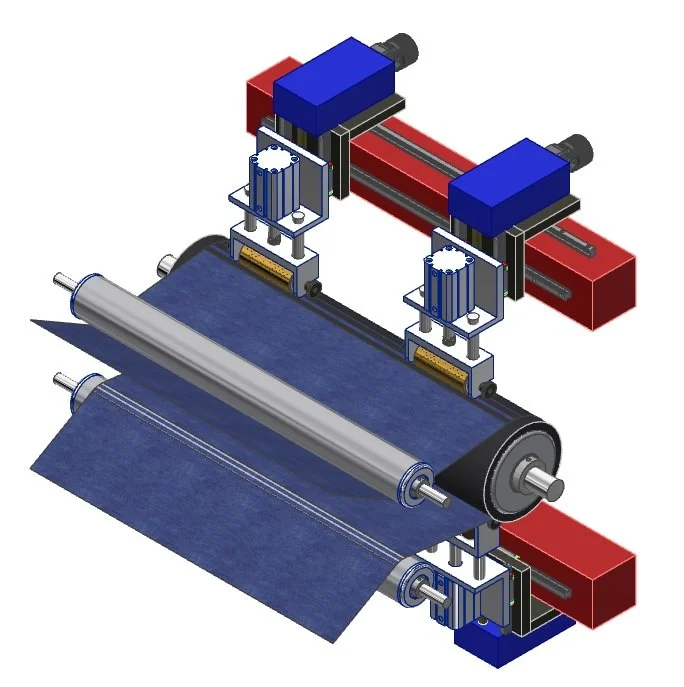
Mikro delikli perforasyon, polimer filmlerde, folyolarda, kağıtlarda veya çok katmanlı laminatlarda iğneler veya pimler kullanılarak mekanik veya termal olarak küçük, eşit aralıklı delikler oluşturmayı içeren hassas bir işlemdir. İşlem tipik olarak, dikkatlice düzenlenmiş bir dizi iğne veya pim ile donatılmış dönen bir tambur veya düz yataklı perforatör üzerinde gerçekleştirilir. Soğuk perforasyonda iğneler alt tabakayı ortam sıcaklığında mekanik olarak deler ve temiz, açık kenarlı delikler oluşturur. Sıcak perforasyonda, iğneler ısıtılır, böylece penetrasyon sırasında malzemeyi lokal olarak eriterek her deliğin etrafında sızdırmaz jantlar oluşturur ve yırtılma veya kenar deformasyonu riskini azaltır. Delik çapları tipik olarak soğuk perforasyon için yaklaşık 50-80 µm ila 1 mm arasında; sıcak iğneli üniteler için ~100 µm ila ~2 mm arasında değişirken, delik yoğunluğu, aralığı ve geometrik desen alt tabaka kalınlığına, malzeme türüne (LDPE, PET, OPP veya çok katmanlı laminatlar gibi) ve özel makine yapılandırmasına göre hassas bir şekilde ayarlanabilir. Kritik proses parametreleri arasında iğne çapı, penetrasyon derinliği, tambur veya yatak hızı ve sıcak iğne perforasyonu için iğne sıcaklığı yer alır. Bu parametreler toplu olarak deliklerin kalitesini, homojenliğini ve tutarlılığını, ayrıca delikli malzemenin kenar morfolojisini ve yapısal bütünlüğünü belirleyerek sürecin çok çeşitli alt tabakalar ve üretim gereksinimleri için optimize edilebilmesini sağlar.

Sıcak iğne mikro perforasyon işleminin diyagramı

Soğuk iğne mikro perforasyon işleminin diyagramı
Sıcak iğne delme ile soğuk iğne delme karşılaştırması

Sıcak İğne Delme
-
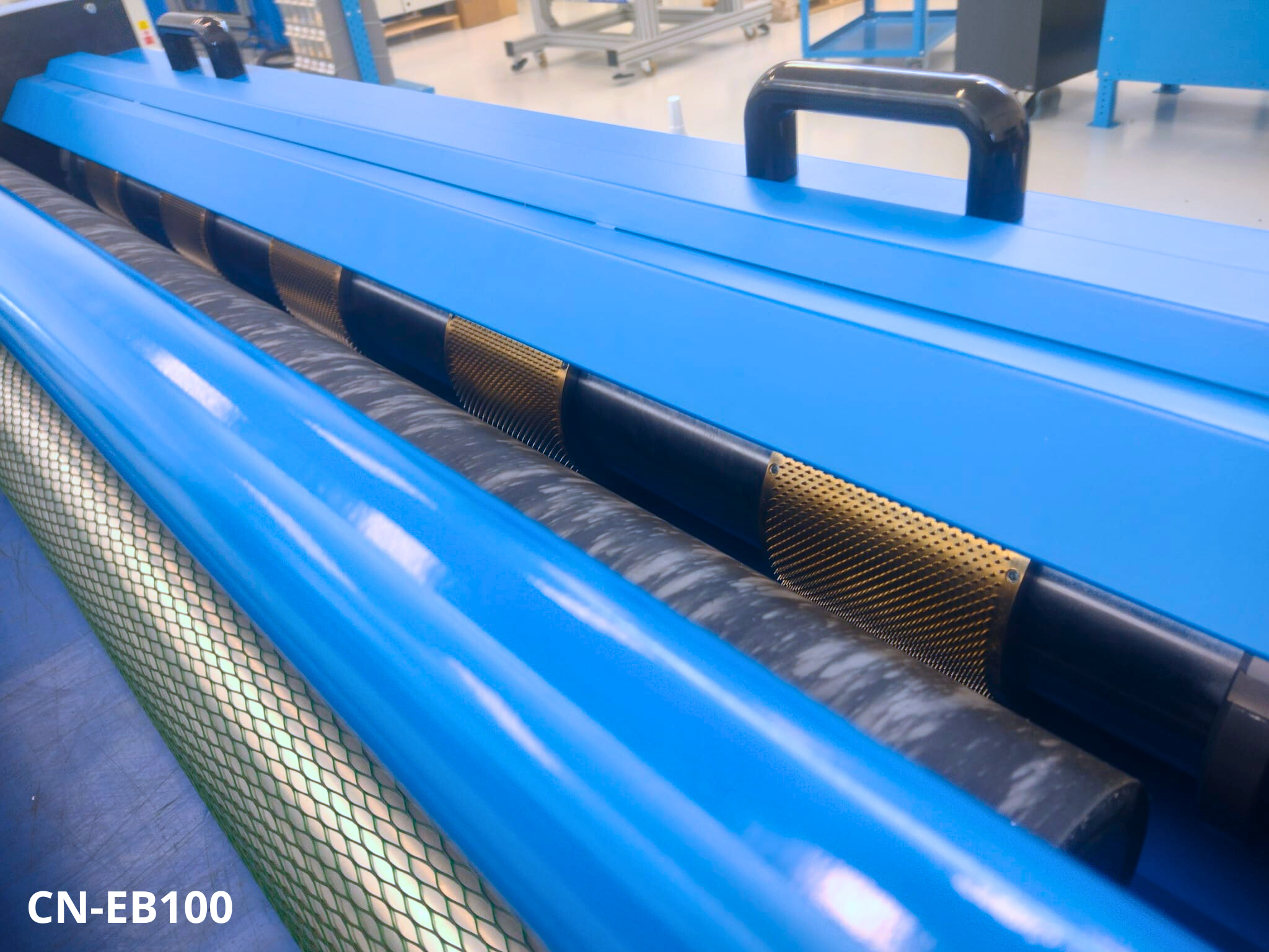
Pimleri elektrikle ısıtılan (kızılötesi lambalar aracılığıyla, PID kontrollü) dönen bir iğne tamburu kullanır. Film veya ağ, ısıtılmış iğneli silindir ile bir karşı silindir arasından geçer. Isıtılmış iğneler alt tabakaya nüfuz ettikçe malzemeyi yerel olarak eritir, kenarları kapatırken delikler oluşturur.
Perforasyon parametreleri (iğne penetrasyon derinliği, ağ hızı, iğne sıcaklığı) hassas bir şekilde ayarlanabilir. Tipik olarak delik çapları ekipmana ve malzemeye bağlı olarak ~200 µm ile ~2 mm arasında değişir.
-
Temiz, sızdırmaz delikler: Malzeme deliğin etrafında eritildiğinden, kenarlar pürüzsüz ve güçlendirilmiştir - yırtılma, çapak veya yıpranmış kenarları en aza indirir.
Yüksek hassasiyet ve tekrarlanabilirlik: Delik boyutu, aralığı ve deseni yüksek iğne yoğunluklarında bile tutarlı kalır. Kontrollü gaz/nem geçirgenliği gerektiren uygulamalar için idealdir.
Perforasyondan sonra filmin daha iyi yapısal bütünlüğü: Deliklerin etrafındaki sızdırmaz kenarlar stres, sızdırmazlık veya mekanik kullanım altında filmin gücünü korur - shrink filmler, laminatlar veya gerilim altındaki filmler için önemlidir.
Geniş malzeme uyumluluğu: Özellikle malzeme yerel ısıtmayı kaldırabildiğinde birçok termoplastik film, laminat, teknik film, nonwoven vb. üzerinde çalışır.
-
Daha yüksek karmaşıklık ve maliyet: Soğuk yöntemlere kıyasla ısıtma sistemi, sıcaklık kontrolü ve daha sofistike makine kurulumu gerektirir.
Isı ile ilgili potansiyel malzeme kısıtlamaları: Bazı çok ince, ısıya duyarlı veya sıcaklığa karşı dengesiz alt tabakalar ısı altında deforme olabilir, strese maruz kalabilir veya bozulabilir.
Soğuk perforasyona göre daha yavaş veya daha sınırlı hat hızı (malzeme ve yoğunluğa bağlı olarak), ancak modern modeller hala iyi bir verime ulaşmaktadır. Örneğin, bazı sıcak iğneli makinelerin maksimum hızları ~200 m/dak'ya kadar çıkmaktadır.
-
Temiz, dayanıklı perforasyonlara ihtiyaç duyan termoplastik filmler (PE, PP, çok katmanlı laminatlar)
Sızdırmaz perforasyonların kritik olduğu ambalajlar: shrink filmler, fırınlanabilir filmler, laminatlar, bariyer filmler
Stres veya kullanım altında delik bütünlüğünün önemli olduğu teknik filmler, nonwovenlar, tekstiller, otomotiv iç mekanları, tıbbi veya hijyen filmleri

Soğuk İğne Delme
-
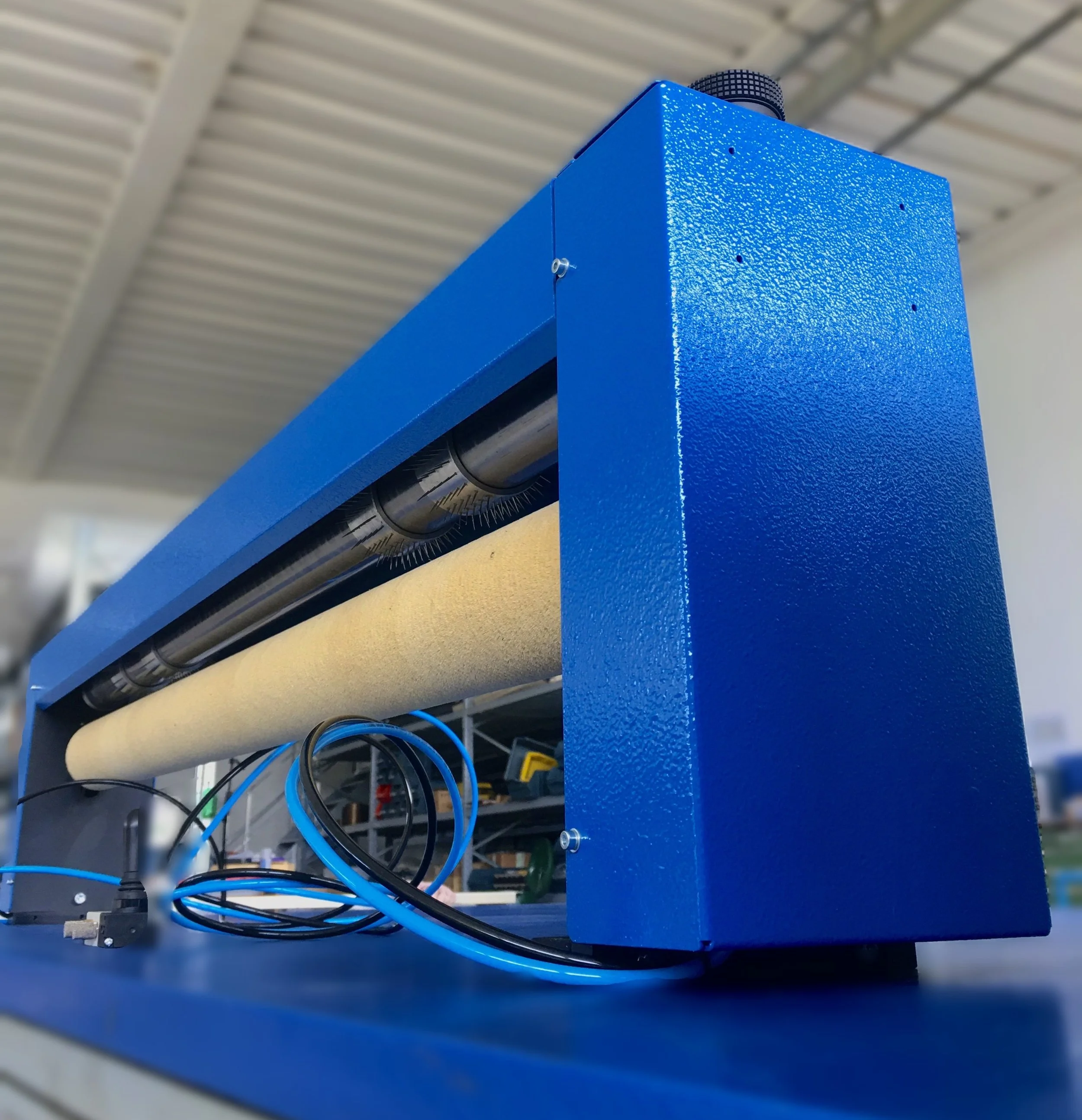
Bir iğneli silindir (veya silindir) ve bir karşı silindir kullanır; iğneler ortam sıcaklığında hareketli filmi/web'i mekanik olarak deler. Isı uygulanmaz. Malzeme eritilmek yerine delinir.
Penetrasyon derinliği mikrometrik vidalar veya ayarlanabilir bağlantılarla kontrol edilir; iğne mili, konfigürasyona bağlı olarak film sürükleme veya motorlu silindirler tarafından tahrik edilebilir.
50-80 µm'den ~1-1,8 mm'ye kadar delik çapları üretebilir (silindir/iğne konfigürasyonuna ve malzemeye bağlı olarak).
-
Basitlik ve maliyet etkinliği: Isıtma altyapısına gerek yok - daha basit tasarım, daha kolay bakım, daha düşük enerji tüketimi.
Yüksek işleme hızı ve verim: Bazı soğuk iğneli perforatörler ~400 m/dak'ya kadar ulaşır, bu da onları yüksek hızlı, yüksek hacimli üretim hatları için çok uygun hale getirir.
Malzemelerde çok yönlülük: Isı uygulanmadığı için soğuk perforasyon, ısı altında bükülebilecek, eriyebilecek veya bozulabilecek ısıya duyarlı alt tabakalara (örneğin, belirli filmler, kağıtlar, dokunmamış kumaşlar, laminatlar) uygundur.
Daha düşük ön maliyet ve bakım: Mekanik olarak daha basit, kalibrasyon veya termal kontrol gerektiren daha az bileşen.
-
Delik kenarları daha az temiz / hassas olabilir: Malzeme eritilmek yerine delindiği için deliklerde ham kenarlar veya mikro yırtıklar olabilir. Bu, sıcak iğneyle kapatılmış jantlara kıyasla deliklerin etrafında daha düşük mekanik mukavemete yol açabilir.
Delik kapanması veya kısmi yeniden sızdırmazlık riski: Bazı alt tabakalarda, özellikle basınç veya bükülme altında delikler kısmen "kapanma" eğiliminde olabilir veya tamamen açık kalmayabilir - bu da geçirgenlik güvenilirliğini azaltır.
Yüksek yoğunluklu veya çok ince, düzgün delik desenleri için daha az uygundur: Çok ince veya yüksek yoğunluklu perforasyon gereksinimleri için soğuk iğne hassasiyeti, sıcak iğne veya alternatif yöntemlere (örn. lazer) kıyasla yetersiz kalabilir.
-
Isıya duyarlı malzemeler: filmler, laminatlar, kağıtlar, dokunmamış kumaşlar, yerel ısıyı tolere edemeyen teknik kumaşlar.
Maliyet ve verimin öncelikli olduğu yüksek hızlı, yüksek hacimli üretim hatları (ambalaj filmleri, havalandırma filmleri, genel perfore filmler).
"Kaba" veya işlevsel perforasyonun kabul edilebilir olduğu (havalandırma, nem tahliyesi, genel geçirgenlik), ancak aşırı delik kenarı hassasiyetinin gerekli olmadığı uygulamalar.
Perforasyon desenleri, yoğunlukları ve makine parametreleri

Delik yoğunluğu, film, folyo veya laminatın birim alanı başına düşen delik sayısını ifade eder ve tipik olarak inç kare başına delik (delik/in²) veya santimetrekare başına delik (delik/cm²) olarak ifade edilir. Havalandırma, nem kontrolü, gaz değişimi ve ambalajın mekanik özelliklerini doğrudan etkiler. Daha yüksek delik yoğunlukları hava akışını ve nem geçirgenliğini artırır; bu da taze ürünler, unlu mamuller veya kontrollü solunum veya buhar salınımı gerektiren diğer ürünler için kritik öneme sahiptir. Daha düşük yoğunluklar, yapısal bütünlüğü korurken ve aşırı sızıntı veya kurumayı önlerken orta düzeyde havalandırma sağlar.
Hava geçişini ve Performansı Etkileyen Ayarlanabilir Parametreler:
Delik Çapı: Daha büyük delikler daha fazla hava akışına izin verir ancak filmi zayıflatabilir. Delik boyutu, alt tabakaya ve uygulamaya bağlı olarak 0,1 mm ila 1,5 mm arasında değişebilir.
Pim Aralığı / Deseni: Daha yakın aralık (daha yüksek yoğunluk) havalandırmayı artırır. Delik desenleri (örn. P4, P8, P30, P160) birim uzunluk/alan başına düşen pim sayısını gösterir.
İğne Penetrasyonu: İğnelerin penetrasyon derinliği delik boyutunu, doğruluğunu ve film bütünlüğünü belirler. Çok fazla derinlik yırtılmaya neden olabilirken, çok az derinlik eksik perforasyonlara yol açar. İğne strokunun hassas kontrolü, tutarlı delik oluşumu ve istikrarlı mekanik performans sağlar.
Alt Tabaka Özellikleri: Film kalınlığı, esneklik ve laminat yapısı, yırtılma veya mekanik bütünlükten ödün vermeden ulaşılabilecek maksimum yoğunluğu etkiler.
| Desen | Yaklaşık in² (cm²) başına delik | Önerilen Uygulamalar |
|---|---|---|
| P4 | ~4 delik/in² (~0,5 delik/cm²) | Düşük havalandırma ihtiyacı, sadece minimum hava değişimi gerektiren fırıncılık veya paketlenmiş ürünler. |
| P8 | ~8 delik/in² (~1,24 delik/cm²) | Taze ürünler, nem ve gaz değişiminin önemli olduğu genel ambalajlar için orta düzeyde havalandırma. |
| P30 | ~30 delik/in² (~4,65 delik/cm²) | Yüksek havalandırma gereksinimleri, örneğin yüksek oranda solunum yapan ürünler veya fırınlanabilir filmler için hızlı buhar salınımı. |
| P160 | ~160 delik/in² (~25 delik/cm²) | Ses emici paneller, kahve filtreleri, endüstriyel ambalajlar gibi özel uygulamalar |
Perforasyon yoğunluğu kritik bir tasarım parametresidir çünkü havalandırma verimliliğini mekanik bütünlük ve ürün koruması ile dengeler. Çap, aralık ve hat hızının doğru ayarlanması, her ambalaj türü için optimum performans sağlar.
Endüstride iğne perforasyonunun uygulama alanları

Gıda Ambalajlama ve Raf Ömrünün Uzatılması
Mikro delikli filmler, taze ürünlerin, unlu mamullerin ve hazır yemeklerin “nefes almasını” sağlayarak yoğuşmayı azaltır ve ürünün dokusunun ve kalitesinin korunmasına yardımcı olur. Fırında kullanılabilen filmlerde, sıcak iğne delme yöntemi sayesinde oluşan hassas ve sızdırmaz delikler, pişirme veya yeniden ısıtma sırasında buharın dışarı çıkmasını sağlar; böylece hamur işleri ve fırınlanmış ürünlerin gevrekliğini korurken ıslaklaşmasını önler.
Tıp, Otomotiv ve Yalıtım Alanlarındaki Kullanımlar
Delikli filmler ve köpükler, tıbbi ambalajlarda nemi düzenlemek ve steril koşulları korumak için, otomotiv iç mekanlarında nefes alabilen deri, kumaş ve koltuk malzemeleri için ve yalıtım ürünlerinde uygun hava akışını sağlamak ve nem birikimini önlemek için kullanılır. Örnekler arasında otomotiv koltuklarındaki havalandırma kanalları ve hava sirkülasyonuna izin verirken termal performansı koruyan nefes alabilen yalıtım membranları sayılabilir.
Gelişen Alanlar: Kağıt ve Çevre Dostu Ambalajlar
İğne delme tekniği, kağıt bazlı ambalajlarda ve kompostlanabilir filmlerde giderek daha yaygın olarak kullanılmaktadır; bu teknik, kontrollü havalandırma sağlarken çevresel sürdürülebilirliği de desteklemektedir. Bu teknik, geri dönüştürülebilir ve biyolojik olarak parçalanabilir malzemelerin yapısal bütünlüğünü ve işlevselliğini korumasına yardımcı olarak, çevre dostu ve sorumlu ambalaj çözümlerine yönelik eğilimlere uyum sağlamaktadır.
İğne perforasyonunun faydaları ve teknik avantajları

Havalandırma, Nem Kontrolü ve Aroma Salımı
Delikli yapı, esnek ambalajların iç ortamını kontrol etmede kritik bir rol oynar. Aşırı gaz ve buharın hassas bir şekilde tasarlanmış mikro deliklerden dışarı çıkmasına izin vererek, ambalajın şişmesini, nem birikmesini ve ürünün dokusunun bozulmasını önler. Bu sayede ürünlerin raf ömrü boyunca gevrek, taze ve görsel olarak çekici kalması sağlanır.
Ayrıca, kontrollü delikli yapı, ambalajın açıldığı anda aroma salımını artırarak, tüketicinin algısını ve ürün memnuniyetini yükselten anlık bir duyusal etki yaratır.
Kolay Açma Özelliği ve Tüketici Rahatlığı
Özel olarak tasarlanmış delikler, tüketicilerin ambalajı daha kolay ve sezgisel bir şekilde açabilmesini sağlayan, zahmetsiz yırtma çizgileri veya mikro delikler oluşturmak için de kullanılabilir. Bu sayede makas veya ek aletlere duyulan ihtiyaç ortadan kalkar ve daha sorunsuz, sıkıntı yaşamayan bir kullanıcı deneyimi sağlanır.
İster atıştırmalıklar, unlu mamuller, ev eşyaları ister taşınabilir ambalajlar için kullanılsın, kolay açma özellikleri ürünün algılanan değerini önemli ölçüde artırır ve marka sadakatini güçlendirir.
Özelleştirme ve Proses Verimliliği
Modern delme teknolojisi, üreticilerin delik boyutu, yoğunluğu, deseni ve dağılımı gibi her bir unsuru, her ürün ve ambalaj malzemesinin tam gereksinimlerine uyacak şekilde özelleştirmelerine olanak tanır. Spark Machinery tarafından sunulanlar gibi gelişmiş sistemler, olağanüstü bir hassasiyetle yüksek hızda ve son derece tutarlı sonuçlar Spark Machinery .
Otomatik kontroller, hızlı değiştirme özellikleri ve güvenilir sıcak iğne modülleri, arıza süresini azaltmaya, süreç verimliliğini artırmaya ve en üst düzeyde çıktı kalitesi sağlamaya yardımcı olur. Bu düzeyde özelleştirme ve performans, hem küçük parti üretimi hem de büyük ölçekli endüstriyel iş akışlarını destekler.
Doğru iğne perforasyon çözümünün seçilmesi
Malzeme ve Ürün İhtiyaçlarının Değerlendirilmesi
Mühendisler doğru perforasyon kurulumunu tanımlarken delik geometrisini ve geçirgenliği etkileyen tüm malzeme ve proses değişkenlerini değerlendirmelidir. Önemli hususlar şunları içerir:
Substrat tipi: tek katmanlı veya çok katmanlı filmler (PE, PP, BOPP, PET), folyolar, kağıt, laminatlar veya dokumasız kumaşlar. Her alt tabaka, delik morfolojisini ve boyutsal kararlılığı etkileyerek termal veya mekanik iğne perforasyonuna farklı tepki verir.
Gerekli havalandırma veya geçirgenlik oranı: Hedef gaz değişim profili delik çapını, yoğunluğunu, aralığını ve genel perforasyon modelini belirler.
Nem, oksijen ve iç basınca karşı ürün hassasiyeti: Neme veya oksijene duyarlı ürünler hassas perforasyon kontrolünden yararlanır. Sıcak iğne sistemleri, bariyer bütünlüğünü koruyan sızdırmaz kenarlı delikler oluşturabilir. Ultra hassas mikro delikler gerektiren son derece ince veya hassas alt tabakalar için lazer perforasyon düşünülebilir.
Raf ömrü hedefi ve saklama koşulları: uzun raf ömrü veya değişken nem/sıcaklık koşulları istikrarlı, tekrarlanabilir perforasyon ve sıkı proses toleransları gerektirir.
Düzenleyici standartlar: gıda, tıbbi veya hijyen ambalajları için mikro çatlaklar veya yapısal kusurlar olmadan temiz perforasyon sağlar.
➡️ Malzemenizi Spark Machinery göndererek özel delme denemeleri Spark Machinery ve ürününüz için en uygun delik boyutu, desen ve yoğunluğunu belirleyin.
Makine Seçenekleri ve Tedarikçilerin Değerlendirilmesi
Bir perforasyon sisteminin seçilmesi, makine özelliklerinin malzeme özellikleri ve verim hedefleriyle uyumlu hale getirilmesini gerektirir. Temel değerlendirme noktaları şunları içerir:
Perforasyon teknolojisi:
Sıcak iğne sistemleri sızdırmaz, termal olarak stabilize delikler için.
Soğuk iğne sistemleri ısıya duyarlı olmayan alt tabakaların yüksek hızda işlenmesi için.
Lazer delme , mekanik iğnelerin tutarlı mikro delikler açamadığı ultra ince veya hassas filmler için kullanılabilir.
Delik çapı aralığı ve uyarlanabilirlik: Spark Machinery üniteleri genellikle ~100 µm ila 2,0 mm, soğuk iğne üniteleri ~80 µm ila 1,8 mmaralığını kapsar ve lazer sistemleri gerektiğinde daha küçük, yüksek hassasiyetli delikler elde edebilir.
Hat hızı ve üretkenlik: soğuk iğneleme sistemleri 400 m/dk'ya kadar, sıcak iğneleme ise malzeme ve delik yoğunluğuna bağlı olarak ~200 m/dk'ya kadar destek sağlar.
Otomasyon ve proses kontrolü: motorlu şaftlar, mikrometrik derinlik kontrolü, servo tahrikli silindirler, dijital reçete hafızası ve Endüstri 4.0 arayüzleri maksimum tekrarlanabilirlik ve minimum değişim süresi sağlar.
Mevcut hatlarla entegrasyon: kesintisiz üretim sağlamak için ekstrüzyon, baskı, dilme veya torba yapım hatlarıyla uyumludur.
Bakım ve destek: yedek iğnelere, silindirlere veya lazer modüllerine kolay erişim ve teknik yardım, uzun vadeli güvenilirlik sağlar.
➡️ Malzemeleriniz ve üretim gereksinimleriniz için en uygun makine ve delme yöntemini belirlemek Spark Machinery iletişime geçin.
Ambalajınızın mükemmel havalandırma, nem kontrolü ve ürün bütünlüğü dengesini sağladığından emin olun.
📩 Bugün bir deneme veya danışmanlık talebinde bulunun — malzemelerinizi Spark Machinery gönderin Spark Machinery uzmanlarımız, ürününüzün özel ihtiyaçlarını karşılamak için delik desenlerini, delik boyutlarını ve yoğunluğu test edip optimize etsin.
Perforasyon İhtiyaçlarınız için uzman tavsiyesi alın
İdeal mikro perfore makinesini seçmek, çeşitli teknolojiler ve malzeme hususları göz önüne alındığında karmaşık bir karar olabilir. Özel ihtiyaçlarınız için mükemmel çözümü seçtiğinizden emin olmak için sizi uzmanlarımızla ücretsiz, yükümlülük gerektirmeyen bir görüşmeye davet ediyoruz. Doğru sıcak, soğuk veya lazer perforasyon teknolojisinin üretiminizi nasıl optimize edebileceği, ürün kalitesini nasıl artırabileceği ve verimliliği nasıl artırabileceği konusunda kişiselleştirilmiş içgörülerden yararlanın ve başarınıza göre uyarlanmış akıllı bir yatırım sağlayın.

KIŞISEL ILETIŞIM
Gelişmiş endüstriyel paketleme veya özel perforasyon çözümleri mi arıyorsunuz?
Özel hava akışı, nem kontrolü ve malzeme verimliliğinin lojistiğinizi ve ürün korumanızı nasıl yükseltebileceğini keşfedin.
Özel sektör ihtiyaçlarınız için tasarlanmış özel mühendislik perforasyon sistemlerini keşfetmek için ekibimizle bugün iletişime geçin.
👉 Şimdi iletişime geçin veya ücretsi̇z danişma talebi̇nde bulunun
FEDERICA CANTAGALLI
Ticari İhracat Ofisi
Spark Machinery Delme Makineleri