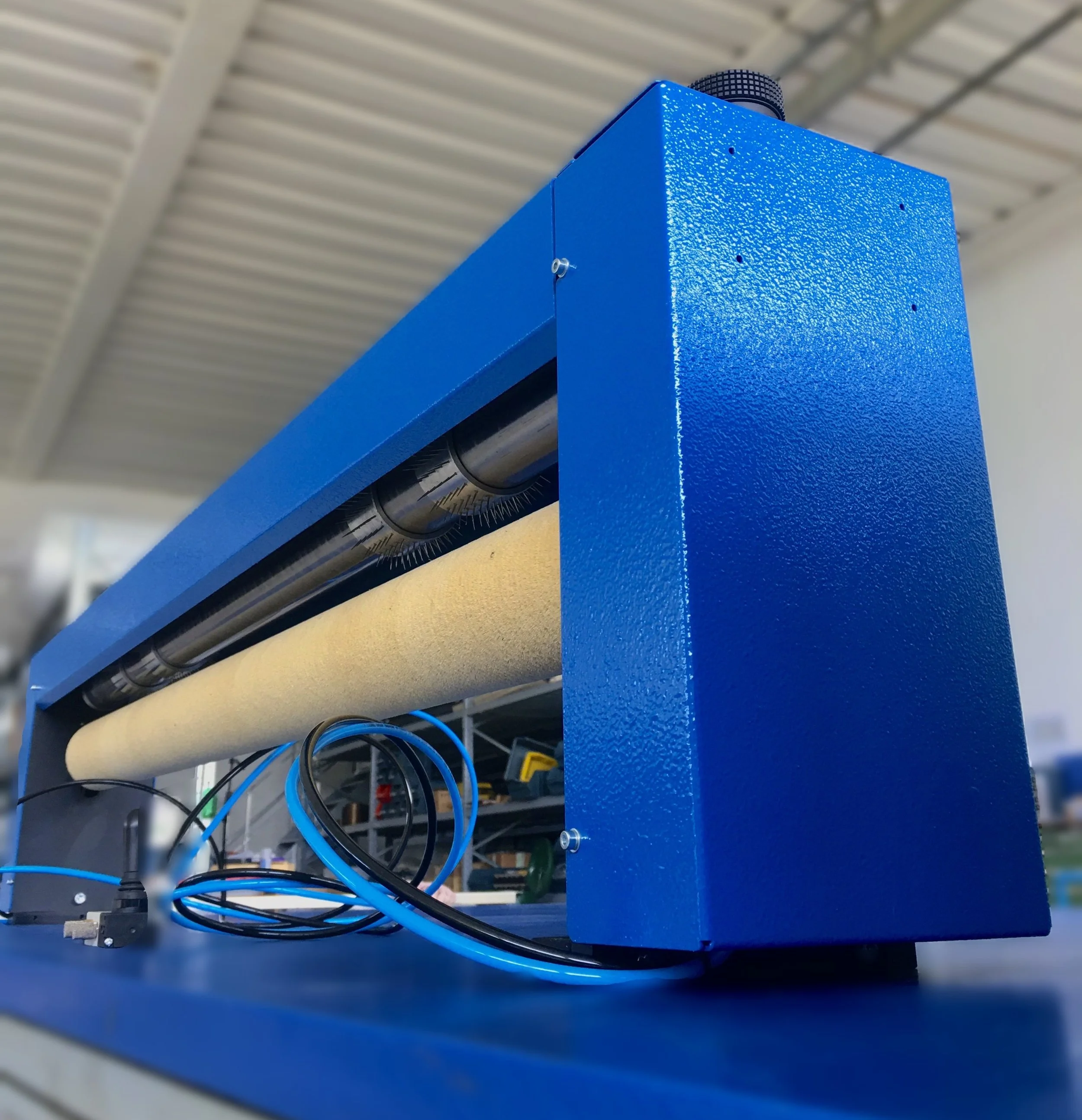
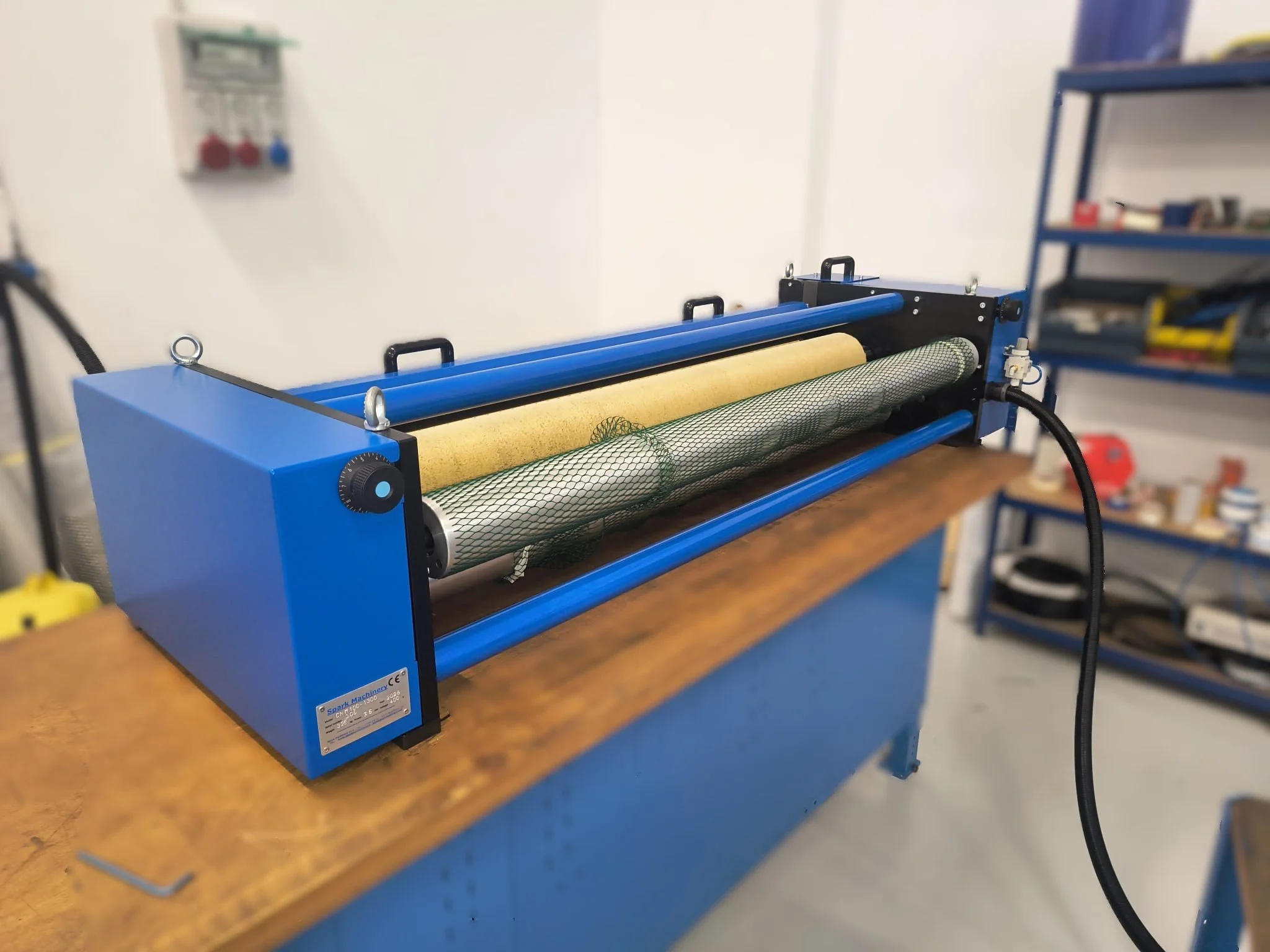
Modèle CNM 100 Système de MICRO PERFORATION à froid pour trous de 80µ à 1mm avec rouleau à aiguilles motorisé Ø 100mm
Description
Cet équipement est conçu pour réaliser des micro-trous sur des films en mouvement de différents matériaux et épaisseurs. Il est destiné à être inséré en tant qu'unité hôte dans les lignes de traitement des films, telles que les découpeuses, les extrudeuses, les machines d'impression et de soudage. Le CNM100 est une unité motorisée dotée d'un système de synchronisation qui garantit des micro-trous parfaits sur une grande variété de matériaux.
Fonctionnement
Le CNM100 est un micro perforateur à aiguilles dans lequel le film arrive à l'appareil et passe entre l'arbre à aiguilles motorisé et le contre-rouleau qui, en s'approchant l'un de l'autre, perforent le matériau. La microperforation est réalisée par la perforation du matériau, causée par les aiguilles fixées sur les manchons en bronze interchangeables qui sont montés sur l'arbre de l'aiguille.
Le fonctionnement du CNM100 est confié à notre logiciel prêt pour 4.0 ; à partir du panneau de commande électrique, l'opérateur (via l'écran tactile) gère toutes les opérations inhérentes au dispositif telles que la rotation du rouleau à aiguilles, la vitesse ou le contrôle des signaux d'urgence.
Le mouvement s'effectue au moyen d'un moteur asynchrone intégré avec pilote et encodeur et une fonction de "tracking" qui permet à l'arbre de l'aiguille de s'adapter à la vitesse du film en mouvement, ce qui permet d'obtenir des trous impeccables, même avec les matériaux les plus difficiles et les perforations à haute densité. Le moteur permet à l'appareil de s'adapter parfaitement à la vitesse de la ligne hôte.
Pendant la perforation, le matériau à microperforer est soutenu et rapproché de la tige de l'aiguille par un contre-rouleau fait de poils broyés ou de caoutchouc. La profondeur de pénétration est réglée manuellement à l'aide de vis micrométriques spéciales situées au-dessus du boîtier.
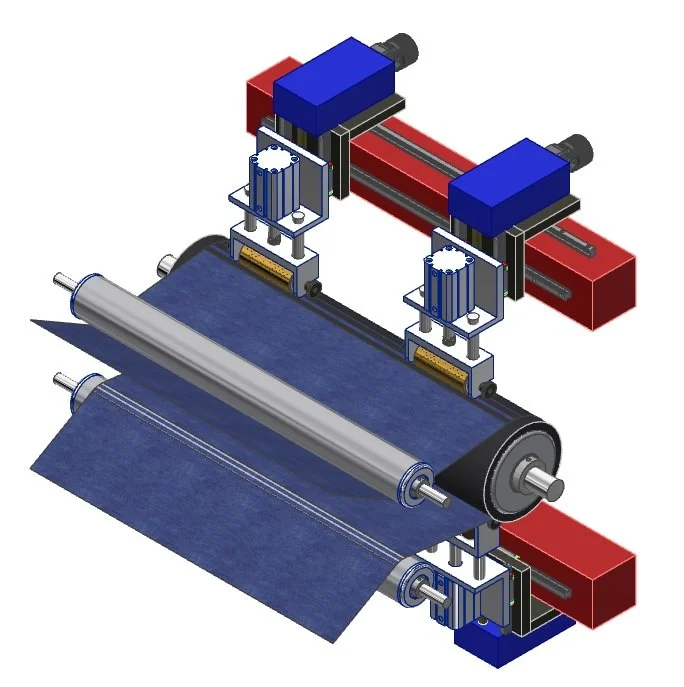
Composants
1 : Arbre à aiguilles ; 2 : Contre-rouleau ; 3 : Galets de renvoi ; 4 : Vis micrométriques ; 5 : Cylindres interchangeables ; 6 : Moteur asynchrone avec pilote et encodeur.
Arbre à aiguille (1)
Il se compose d'un rouleau en acier sur lequel sont montés des cylindres (5) qui peuvent être espacés pour microperforer plusieurs pistes dans le matériau, ou adjacents les uns aux autres pour perforer toute la surface utilisable du film. Il est conçu pour permettre un remplacement rapide et facile des cylindres (nécessaire pour les changements de traitement).
Contre-rouleau(2)
Il présente une surface parfaitement uniforme qui permet l'homogénéité des trous réalisés et peut être fourni en poils naturels broyés, en poils plastiques ou en caoutchouc. Il est actionné pneumatiquement, ce qui permet de le rapprocher ou de l'éloigner de la tige de l'aiguille, décidant ainsi de l'activation ou de la désactivation de la perforation.
Rouleaux de ralenti (3)
Il s'agit de deux rouleaux en acier qui constituent l'unité de renvoi, conçue pour assurer un contrôle optimal de la tension du film à traiter. La position et le nombre de rouleaux varient en fonction des besoins et peuvent être convenus lors de la commande.
Vis micrométriques (4)
Ils font partie du système de réglage de la pénétration et sont utilisés pour ajuster la distance entre le contre-rouleau et le rouleau à aiguilles, réglant ainsi la pénétration des aiguilles dans le matériau et, par conséquent, le diamètre du trou à réaliser. Le réglage peut s'effectuer soit lorsque la machine est à l'arrêt, soit lorsqu'elle est en cours de travail, ce qui garantit la polyvalence et la précision maximale de la pénétration dans le matériau. Pour garantir un contrôle optimal de la tension du film à traiter, une unité de transfert composée de deux rouleaux de renvoi en acier(3) est prévue.
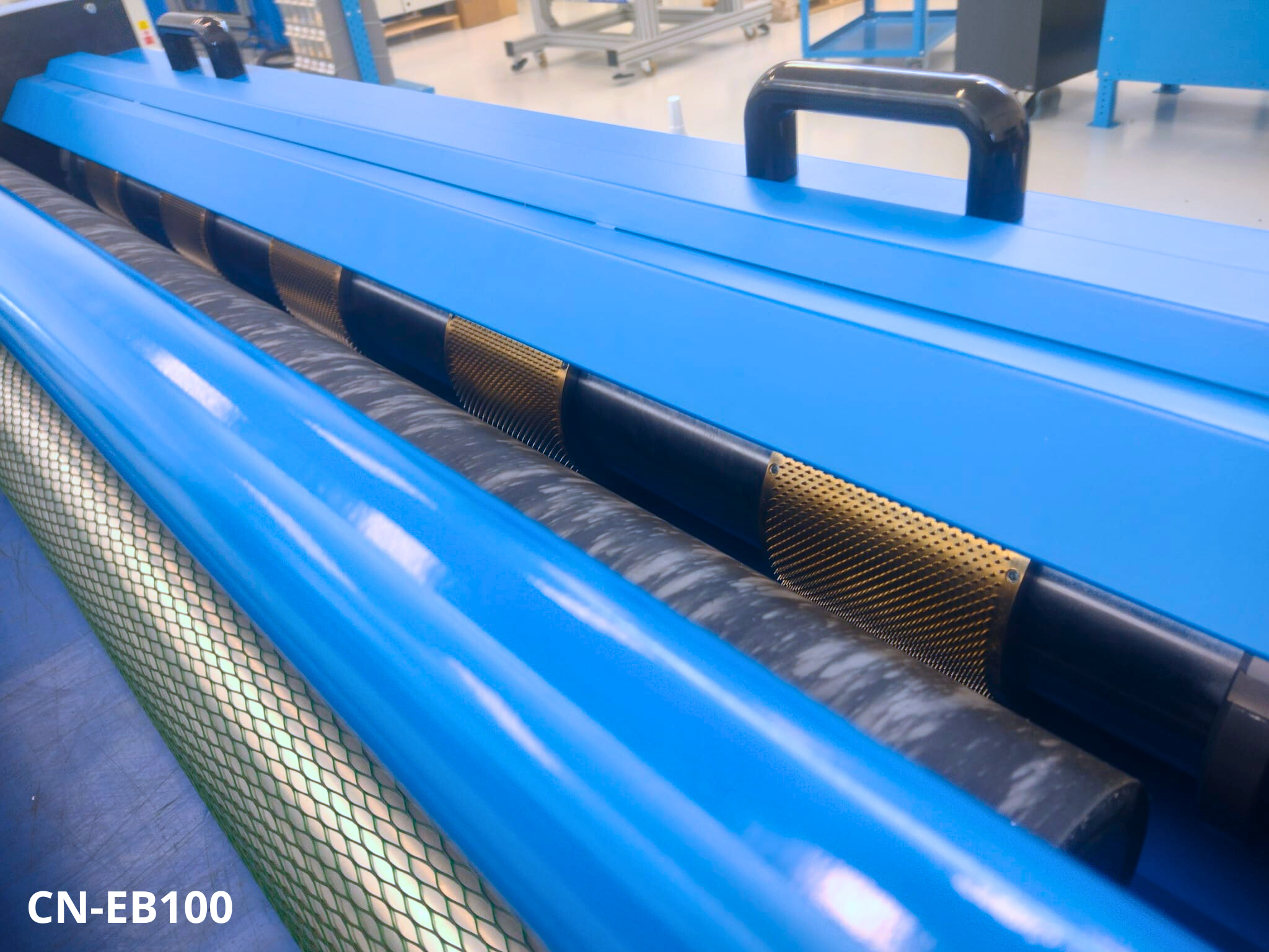
Cylindres interchangeables (5)
Secteurs en bronze, acier ou nylon avec aiguilles infixées. Ils sont montés sur la tige de l'aiguille (1). Les trous ont un Ø minimum de 80µ et un Ø maximum de 1mm. La densité peut atteindre 80 aiguilles par cm2.
Moteur asynchrone avec pilote et encodeur(6)
Il déplace l'axe de l'aiguille et possède une fonction "tracking" qui permet de synchroniser la rotation avec la vitesse du flux de film et donc avec la vitesse de la ligne hôte, évitant ainsi l'étirement du matériau et permettant d'obtenir des trous impeccables même avec les matériaux les plus difficiles et avec une densité d'aiguille par cm² élevée.
Matériaux traités
PE - LDPE - HDPE - LAMINÉS - PVC ALIMENTAIRE - ALUMINIUM - PAPIER - TISSU NON TISSÉ
| FICHE TECHNIQUE | |
|---|---|
| Ø Arbre à aiguille | 100mm |
| Ø Trou | Min. Ø80µ - Max. Ø1mm |
| Mouvement | Mouvement par moteur asynchrone 400 V+N+T - 50 Hz |
| Ajustement de la pénétration | Vis micrométriques avec boutons gradués |
| Vitesse maximale | 400 mt minute* |
| Mouvement du contre-rouleau | Mouvement pneumatique | Pression de l’air | 6 Barre |
| * | Valeur influencée par le type de matériau et la configuration de la machine |
| OPTIONNELS |
|---|
| Chariot à roulettes |
| Chariot sur rails |
| Capteur de rupture de film pour le bloc machine |
| Table pour le changement rapide des cylindres à aiguille |

Contactez notre équipe d'experts pour commander un produit.