Needle perforation: technology, applications and benefits


Needle perforation — often used in packaging — is the process of punching many small, regularly spaced holes or micro-openings in a film (plastic, foil, laminate, or similar) by using a roller or drum fitted with needles (sometimes heated) that pierce the material.
This technique matters a lot for packaging because those tiny holes allow controlled airflow or moisture exchange. In practice, such “perforated” films help prevent air-entrapment and ballooning during heat-shrink processing, improve ventilation (especially for perishables), regulate humidity, and even permit scents or steam to escape — which preserves product quality, freshness, and appearance.
Especially in food, produce, bakery or scented products, proper ventilation and moisture control are critical to avoid spoilage, condensation, sogginess or package deformation. Perforation via needle-punch thus enhances shelf-life, maintains texture (like crustiness of bread) or aroma (in scented goods), and improves consumer experience.
Essential facts about needle perforation at a glance
Needle Perforation — Quick Reference
Compact cheat-sheet describing needle perforation, hot and cold methods, typical hole ranges, common industries, and main benefits for packaging and product quality.
| Definition | Needle perforation is the process of creating small, regularly spaced holes (micro-openings) in films and laminates using needle rollers — Cold-needle and hot-needle perforation systems are used for venting, MAP packaging, steam-release, and anti-ballooning applications. |
|---|---|
| Hot vs Cold Methods |
|
| Typical Hole Sizes & Densities |
|
| Main Industries / Uses |
|
| Top Benefits |
|
Understanding needle perforation techniques
What is micro-perforation, and how does it work?
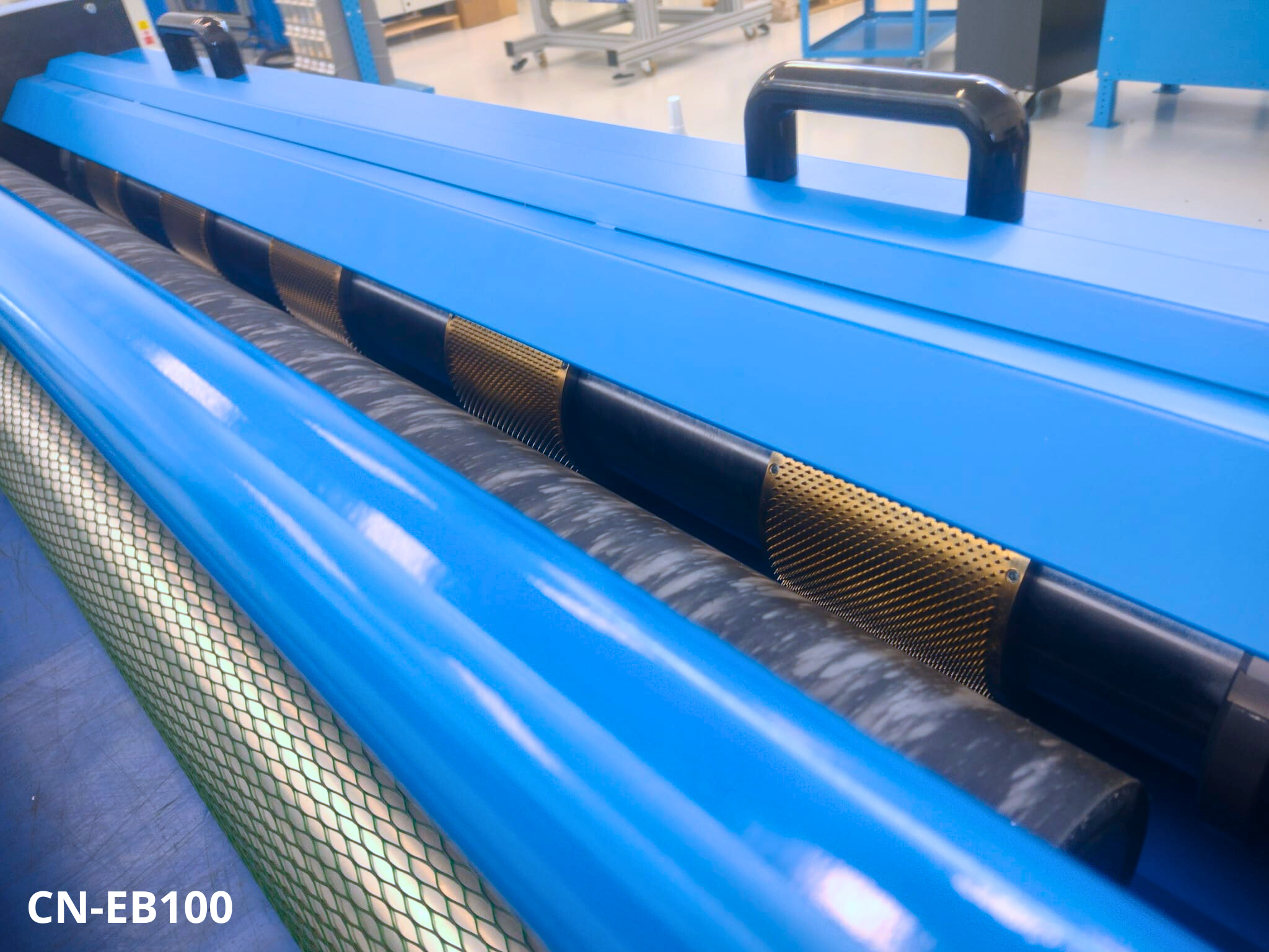
Micro-hole perforation is a precision process that involves mechanically or thermally creating small, evenly spaced holes in polymer films, foils, paper, or multilayer laminates using pins or needles. The process is typically carried out on a rotating drum or flatbed perforator equipped with a carefully arranged array of needles or pins. In cold perforation, needles mechanically pierce the substrate at ambient temperature, producing clean, open-edge holes. In hot perforation, the needles are heated so that they locally melt the material upon penetration, forming sealed rims around each hole and reducing the risk of tearing or edge deformation. Hole diameters typically range from approximately 50–80 µm up to 1 mm for cold perforation; for hot‑needle units from ~ 100 µm up to ~2 mm, while hole density, spacing, and geometric pattern can be precisely adjusted based on substrate thickness, material type (such as LDPE, PET, OPP, or multilayer laminates), and specific machine configuration. Critical process parameters include needle diameter, penetration depth, drum or bed speed, and, for hot-needle perforation, the needle temperature. These parameters collectively determine the quality, uniformity, and consistency of the holes, as well as the edge morphology and structural integrity of the perforated material, ensuring the process can be optimized for a wide range of substrates and production requirements.

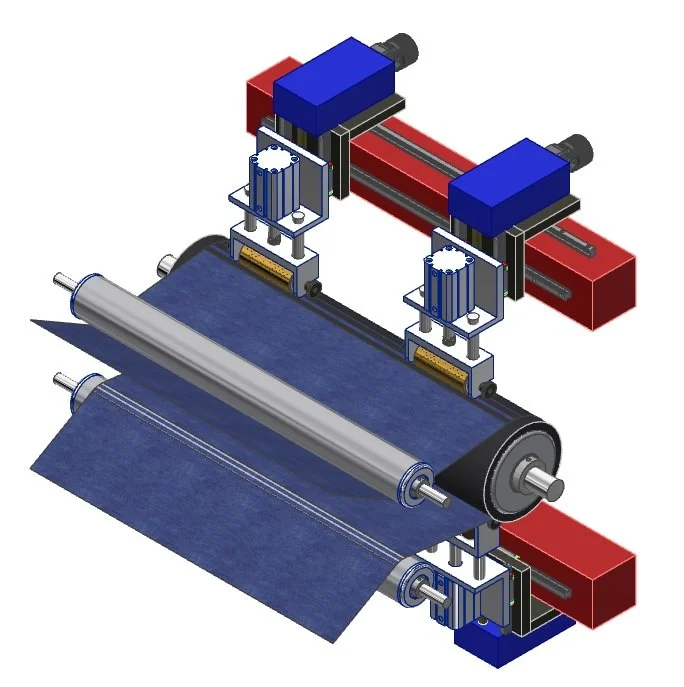
Diagram of hot needle micro perforation process

Diagram of cold needle micro perforation process
Hot needle perforation vs cold needle perforation

Hot‑Needle Perforation
-
Uses a rotating needle drum whose pins are electrically heated (via infrared lamps, PID‑controlled). The film or web passes between the heated needle roller and a counter‑roller. As the heated needles penetrate the substrate they melt the material locally, creating holes while sealing the edges.
Perforation parameters (needle penetration depth, web speed, needle temperature) are finely adjustable. Typically hole diameters range from ~ 200 µm up to ~2 mm depending on equipment and material.
-
Clean, sealed holes: Because material is melted around the hole, the edges are smooth and reinforced — minimizing tearing, burrs or frayed edges.
High precision and repeatability: Hole size, spacing and pattern remain consistent even at high needle densities. Good for applications needing controlled gas/moisture permeability.
Better structural integrity of film after perforation: Sealed rims around holes maintain film strength under stress, sealing, or mechanical handling — important for shrink films, laminates, or films under tension.
Wide material compatibility: Works on many thermoplastic films, laminates, technical films, nonwovens, etc., especially when material can handle local heating.
-
Higher complexity and cost: Requires heating system, temperature control, and more sophisticated machine setup compared to cold methods.
Potential heat-related material constraints: Some very thin, heat-sensitive, or temperature-unstable substrates may deform, suffer stress, or degrade under heat.
Slower or more limited line speed relative to cold perforation (depending on material & density), though modern models still reach good throughput. For example, some hot‑needle machines have max speeds up to ~200 m/min.
-
Thermoplastic films needing clean, durable perforations (PE, PP, multilayer laminates)
Packaging where sealed perforations are critical: shrink films, ovenable films, laminates, barrier films
Technical films, nonwovens, textiles, automotive interiors, medical or hygiene films, where hole integrity matters under stress or handling

Cold‑Needle Perforation
-
Uses a needle roller (or cylinder) and a counter‑roller; needles mechanically pierce the moving film/web in ambient temperature. No heat is applied. The material is punctured rather than melted.
Penetration depth is controlled with micrometric screws or adjustable mounts; the needle shaft may be driven by film drag or motorized rollers depending on configuration.
Capable of producing hole diameters from ~50–80 µm up to ~1–1.8 mm (depending on roller/needle configuration and material).
-
Simplicity and cost-effectiveness: No need for heating infrastructure — simpler design, easier maintenance, lower energy consumption.
High processing speed and throughput: Some cold‑needle perforators reach up to ~400 m/min, making them well suited for high‑speed, high‑volume production lines.
Versatility with materials: Because no heat is applied, cold perforation is friendly to heat-sensitive substrates (e.g., certain films, papers, nonwovens, laminates) that might warp, melt or degrade under heat.
Lower upfront cost and maintenance: Mechanically simpler, with fewer components needing calibration or thermal control.
-
Hole edges may be less clean / precise: Because material is pierced rather than melted, holes may have raw edges or micro‑tears. This can lead to lower mechanical strength around perforations compared to hot‑needle sealed rims.
Risk of hole closure or partial re-sealing: In some substrates, holes may tend to “close up” partially, or not remain fully open, particularly under pressure or bending — reducing permeability reliability.
Less suitable for high‑density or very fine, uniform hole patterns: For very fine or high-density perforation requirements, cold‑needle precision may be inadequate compared to hot‑needle or alternative methods (e.g. laser).
-
Heat-sensitive materials: films, laminates, papers, nonwovens, technical fabrics that cannot tolerate local heat.
High-speed, high-volume production lines (packaging films, ventilation films, general perforated films) where cost and throughput are priority.
Applications where “rough” or functional perforation is acceptable (ventilation, moisture release, general permeability), but extreme hole-edge precision is not required.
Perforation patterns, densities and machine parameters

Perforation density refers to the number of holes per unit area of film, foil, or laminate, typically expressed as holes per square inch (holes/in²) or holes per square centimeter (holes/cm²). It directly affects ventilation, moisture control, gas exchange, and mechanical properties of the packaging. Higher perforation densities increase airflow and moisture permeability, which is critical for fresh produce, bakery products, or other items that require controlled respiration or steam release. Lower densities provide moderate ventilation while maintaining structural integrity and preventing excessive leakage or drying.
Adjustable Parameters Affecting Air passage and Performance:
Hole Diameter: Larger holes allow more airflow but may weaken the film. Hole size can range from 0.1 mm to 1.5 mm depending on substrate and application.
Pin Spacing / Pattern: Closer spacing (higher density) increases ventilation. Perforation patterns (e.g., P4, P8, P30, P160) indicate the number of pins per unit length/area.
Needle Penetration: The penetration depth of the needles determines hole size, accuracy, and film integrity. Too much depth can cause tearing, while too little leads to incomplete perforations. Precise control of needle stroke ensures consistent hole formation and stable mechanical performance.
Substrate Properties: Film thickness, elasticity, and laminate structure influence the maximum achievable density without tearing or compromising mechanical integrity.
| Pattern | Approx. Holes per in² (cm²) | Recommended Applications |
|---|---|---|
| P4 | ~4 holes/in² (~0.5 holes/cm²) | Low ventilation needs, bakery or packaged goods that only require minimal air exchange. |
| P8 | ~8 holes/in² (~1,24 holes/cm²) | Moderate ventilation for fresh produce, general packaging where moisture and gas exchange is important. |
| P30 | ~30 holes/in² (~4,65 holes/cm²) | High ventilation requirements, e.g., highly respiring produce, or rapid steam release for ovenable films. |
| P160 | ~160 holes/in² (~25 holes/cm²) | Special applications such as sound-absorbing panels, coffee filters, industrial packaging |
Perforation density is a critical design parameter because it balances ventilation efficiency with mechanical integrity and product protection. Correct tuning of diameter, spacing, and line speed ensures optimal performance for each packaging type.
Application areas of needle perforation in industry

Food Packaging and Shelf-Life Extension
Micro-perforated films allow fresh produce, baked goods, and ready meals to “breathe,” reducing condensation and helping maintain product texture and quality. For ovenable films, hot needle perforation creates precise, sealed holes that let steam escape during cooking or reheating, preserving crispness in pastries and baked items while preventing sogginess.
Medical, Automotive and Insulation Uses
Perforated films and foams are used in medical packaging to regulate moisture and maintain sterile conditions, in automotive interiors for breathable leather, cloth, and seat materials, and in insulation products to allow proper airflow and prevent moisture buildup. Examples include ventilation channels in automotive seats and breathable insulation membranes that maintain thermal performance while allowing air circulation.
Emerging Fields: Paper & Eco-Friendly Packaging
Needle perforation is increasingly applied to paper-based packaging and compostable films, enabling controlled ventilation while supporting environmental sustainability. This technique helps recyclable and biodegradable materials maintain structural integrity and functionality, aligning with trends toward eco-friendly, responsible packaging solutions.
Benefits and technical advantages of needle perforation

Ventilation, Moisture Control & Aroma Release
Perforation plays a critical role in controlling the internal atmosphere of flexible packaging. By allowing excess gases and steam to escape through precisely engineered micro-holes, it prevents ballooning, moisture accumulation, and texture loss. This ensures products stay crisp, fresh, and visually appealing throughout their shelf life.
Additionally, controlled perforation enhances aroma release at the moment of opening, creating an immediate sensory impact that boosts consumer perception and product satisfaction.
Easy-Open Functionality & Consumer Convenience
Engineered perforation can also be used to create effortless tear lines or micro-vents that make packaging simpler and more intuitive for consumers to open. This eliminates the need for scissors or additional tools and contributes to a smoother, frustration-free user experience.
Whether used for snacks, bakery items, household goods, or on-the-go formats, easy-open features significantly enhance the product’s perceived value and strengthen brand loyalty.
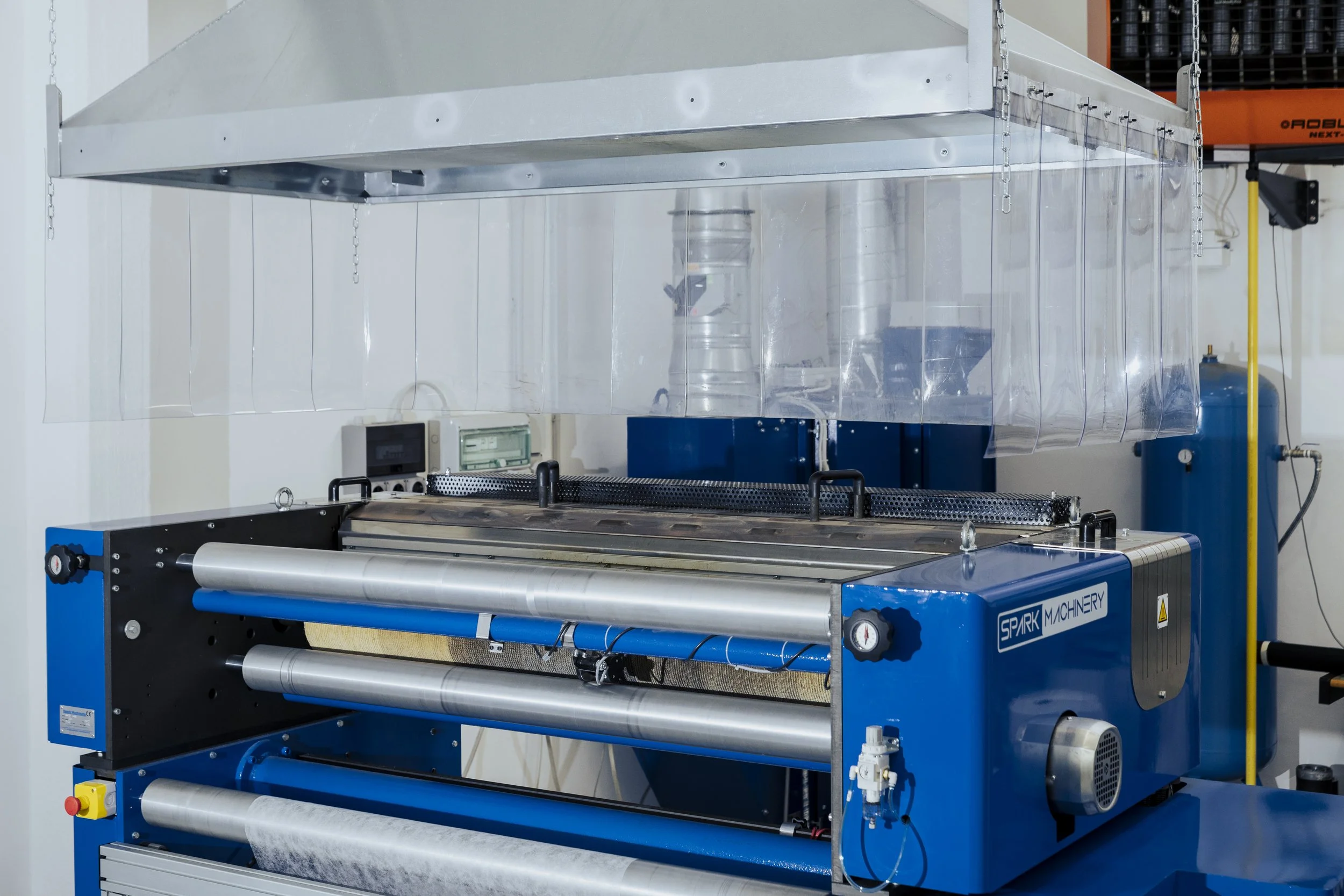
Customization & Process Efficiency
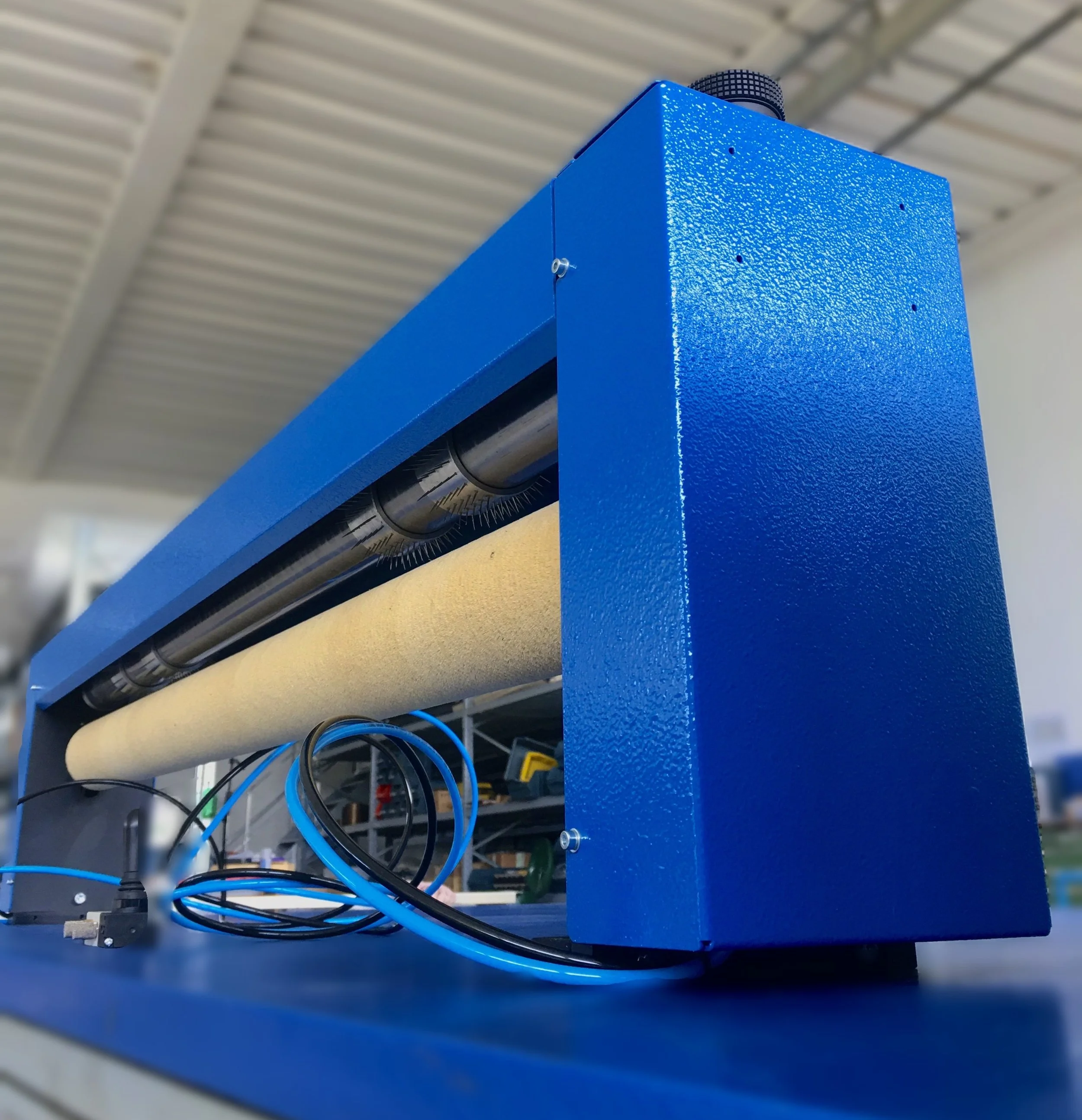
Modern perforation technology allows manufacturers to tailor every aspect—hole size, density, pattern, and distribution—to match the exact requirements of each product and packaging material. Advanced systems such as those offered by Spark Machinery provide high-speed, highly consistent results with exceptional precision.
Automated controls, quick changeover features, and reliable hot needle modules help reduce downtime, improve process efficiency, and ensure top-tier output quality. This level of customization and performance supports both small-batch production and large-scale industrial workflows.
Selecting the right needle perforation solution
Assessing Material and Product Requirements
When defining the correct perforation setup, engineers should evaluate all material and process variables that influence hole geometry and permeability. Key considerations include:
Substrate type: single-layer or multilayer films (PE, PP, BOPP, PET), foils, paper, laminates, or non-wovens. Each substrate reacts differently to thermal or mechanical needle perforation, affecting hole morphology and dimensional stability.
Required ventilation or permeability rate: the target gas-exchange profile determines hole diameter, density, spacing, and overall perforation pattern.
Product sensitivity to moisture, oxygen, and internal pressure: moisture- or oxygen-sensitive goods benefit from precise perforation control. Hot-needle systems can create sealed-rim holes that preserve barrier integrity. Laser perforation can be considered for extremely fine or delicate substrates requiring ultra-precise micro-holes.
Shelf-life target and storage conditions: long shelf life or fluctuating humidity/temperature conditions require stable, repeatable perforation and tight process tolerances.
Regulatory standards: for food, medical, or hygiene packaging, ensuring clean perforation without micro-cracks or structural defects.
➡️ Send your material to Spark Machinery for tailored perforation trials and determine the optimal hole size, pattern, and density for your product.
Evaluating Machine Options and Suppliers
Selecting a perforation system requires aligning machine capabilities with material characteristics and throughput targets. Core evaluation points include:
Perforation technology:
Hot-needle systems for sealed, thermally stabilized holes.
Cold-needle systems for high-speed processing of non-heat-sensitive substrates.
Laser perforation can be used for ultra-fine or delicate films where mechanical needles may not achieve consistent micro-holes.
Hole-diameter range & adaptability: Spark Machinery hot-needle units typically cover ~100 µm to 2.0 mm, cold-needle units ~80 µm to 1.8 mm, and laser systems can achieve smaller, highly precise holes when required.
Line speed & productivity: cold-needle systems support up to 400 m/min, hot-needle up to ~200 m/min depending on material and hole density.
Automation & process control: motorized shafts, micrometric depth control, servo-driven rollers, digital recipe memory, and Industry 4.0 interfaces ensure maximum repeatability and minimal changeover time.
Integration with existing lines: compatible with extrusion, printing, slitting, or bag-making lines to ensure uninterrupted production.
Maintenance & support: easy access to spare needles, rollers, or laser modules, plus technical assistance, ensures long-term reliability.
➡️ Contact Spark Machinery to identify the best machine and perforation method for your materials and production requirements.
Ensure your packaging achieves the perfect balance of ventilation, moisture control, and product integrity.
📩 Request a trial or consultation today — send your material to Spark Machinery and let our specialists test and optimize perforation patterns, hole sizes, and density to meet your specific product needs.
Get expert advice for your Perforation Needs
Choosing the ideal micro-perforating machine can be a complex decision, given the diverse technologies and material considerations involved. To ensure you select the perfect solution for your specific needs, we invite you to a free, no-obligation consultation with our experts. Benefit from personalized insights into how the right hot, cold, or laser perforation technology can optimize your production, enhance product quality, and drive efficiency, ensuring a smart investment tailored to your success.

PERSONAL CONTACT
Looking for advanced industrial packaging or custom perforation solutions?
Discover how tailored airflow, moisture control, and material efficiency can elevate your logistics and product protection.
Contact our team today to explore custom-engineered perforation systems designed for your specific industry needs.
👉 Get in touch now or request a free consultation
FEDERICA CANTAGALLI
Commercial Export Office
Spark Machinery Needle Perforation Machines