

Non-Woven Fabric Perforation: Processes, Technologies and Applications

Perforating Non-Woven Fabrics: Precision for Functional Materials
Non-woven fabrics are engineered sheet materials made from bonded or interlocked fibres — without weaving or knitting. Perforating them means introducing a controlled pattern of holes that modifies how the material breathes, drains, tears, or bonds with other layers.
For manufacturers working in hygiene, medical, packaging, and industrial applications, perforation is not a finishing step — it is a core functional requirement. The size, shape, density, and distribution of holes directly determine the performance of the final product.
Whether you need controlled fluid passage in a hygiene component, sterile breathability in a medical wrap, venting in a protective packaging layer, or defined tear lines in an industrial cover, the perforation process must be precise, consistent, and repeatable at production speed.
Spark Machinery designs and manufactures perforation systems specifically engineered for the challenges of non-woven processing: variable fabric weights, heat-sensitive fibres, and demanding quality standards across wide web formats.
Key Facts about Non-Woven Fabric Perforation

-
Introduce controlled hole patterns into non-woven fabrics to enable specific functional properties: breathability, fluid management, tear control, bonding, and filtration.
-
Enhanced air and moisture permeability · Controlled liquid pass-through · Defined easy-tear lines · Improved lamination bonding · Consistent quality at high production speed
-
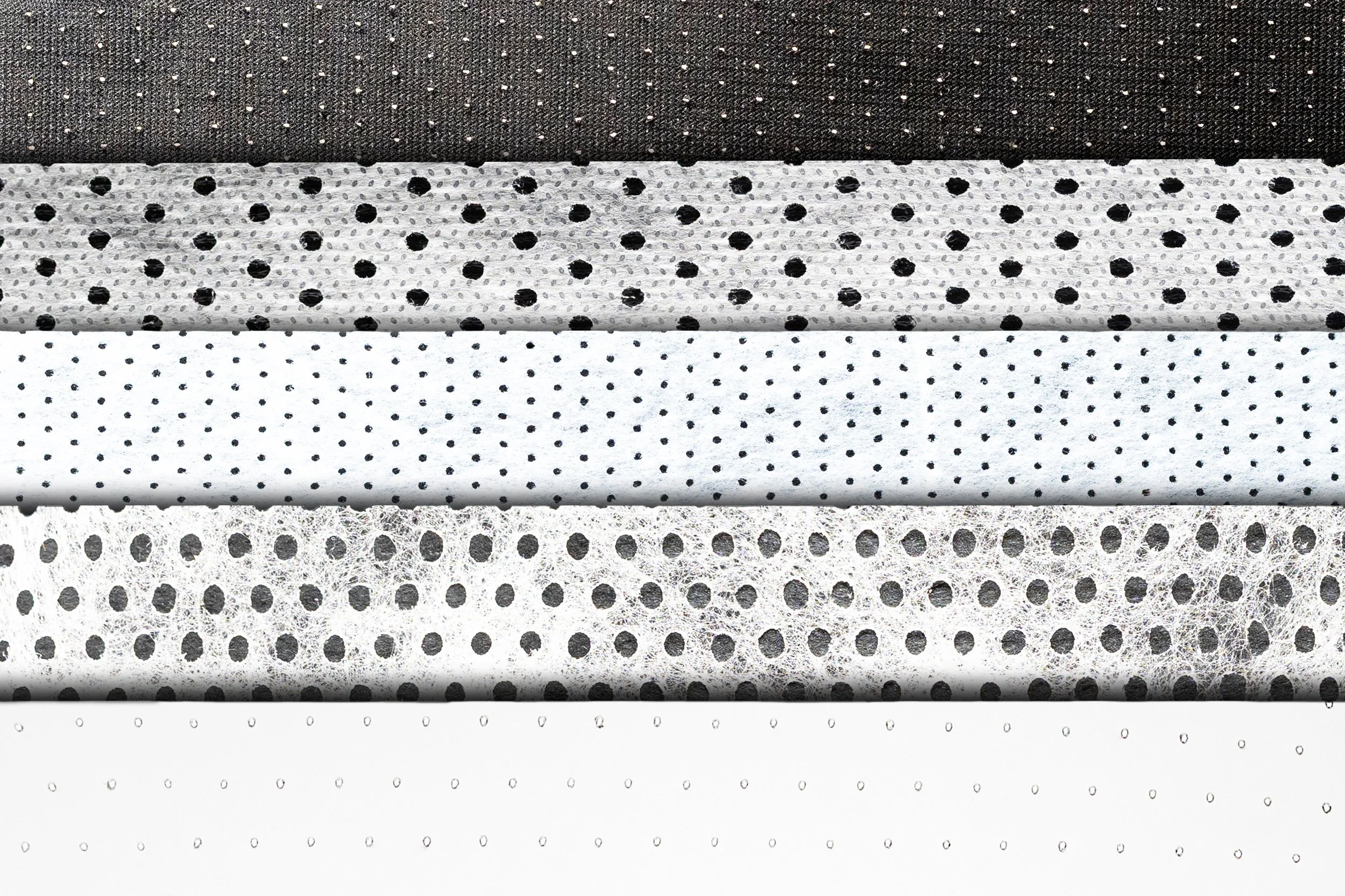
Round holes in staggered or linear grid · Oval or slot perforations · Variable-density zones within the same web · Custom shapes for functional or aesthetic purposes
-
Inline with unwinder and rewinder · Compatible with lamination, slitting, and converting lines · Available as standalone unit or fully integrated production line
-
Hygiene products (diapers, feminine care, adult incontinence) · Medical packaging and sterile wraps · Agricultural and protective covers · Industrial filtration and geotextiles · Functional packaging layers · Thermal and acoustic insulation panels and wraps
Not sure which perforation technology suits your non-woven fabric? Spark Machinery will assess your substrate, hole geometry, and output requirements and recommend the most effective solution for your application. Request a consultation
Understanding Non-Woven Fabric Perforation
What Is Non-Woven Fabric Perforation?
Perforating a non-woven fabric introduces a controlled array of discrete apertures characterised by four independent parameters: hole diameter, hole geometry, pitch and areal density. These parameters govern the material's functional response in service — air and vapour transmission rate, hydrostatic head, tensile and tear strength in the perforated zone, and interfacial bonding behaviour when the web is laminated or sealed to adjacent layers. The outcome is a substrate whose performance envelope is actively engineered through the perforation specification, rather than being determined solely by the base material structure.
Why Perforation Is Essential for Non-Woven Materials
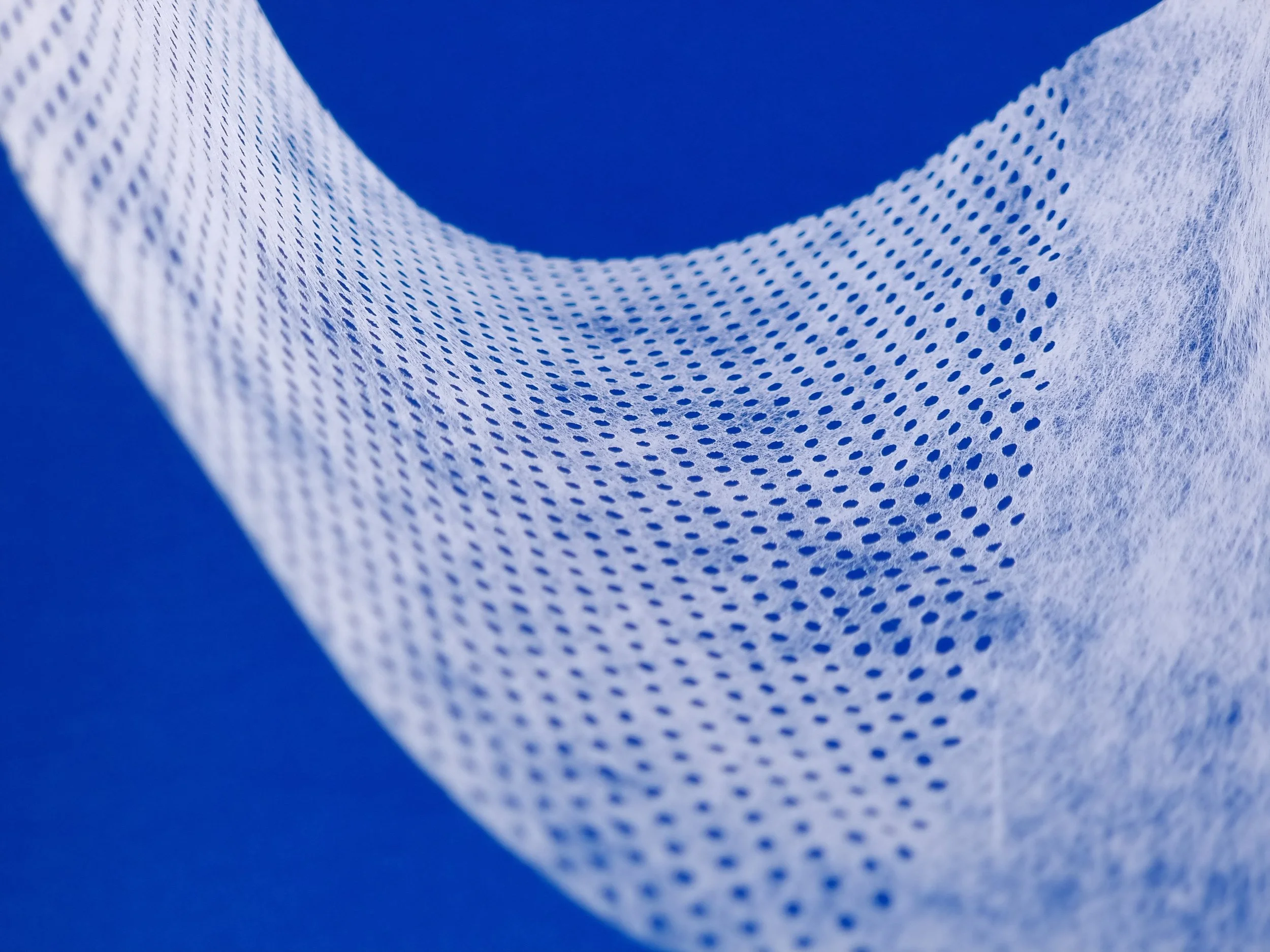
Non-woven fabrics are highly porous in nature and exhibit a wide pore size distribution across a given area. This inherent variability is the core limitation: natural pore structures are irregular and difficult to control, making them unreliable for demanding functional requirements.
In most applications, both the void volume and its accessibility to the passage of air or other fluids are critical performance factors. A hygiene component needs predictable fluid strike-through. An agricultural cover needs defined airflow at a specific rate. A thermal or acoustic insulation wrap needs consistent breathability without compromising barrier properties. The random micro-porosity of the base non-woven cannot deliver this consistently across the full web width and over an entire production run.
Engineered perforation overcomes these limitations by superimposing a defined, repeatable hole geometry onto the base structure — decoupling functional performance from raw material variability and allowing manufacturers to specify and verify breathability, permeability, and tear behaviour as measurable, controllable parameters. A further benefit of needle-based perforation processes is a mild needling effect on the fibres surrounding each hole: localised fibre displacement and reorientation slightly increase the cohesion and apparent density of the web in the perforated zone, contributing to improved tear resistance and dimensional stability at the hole edge.

Perforation Technologies for Non-Woven Fabrics
Hot Needle Perforation
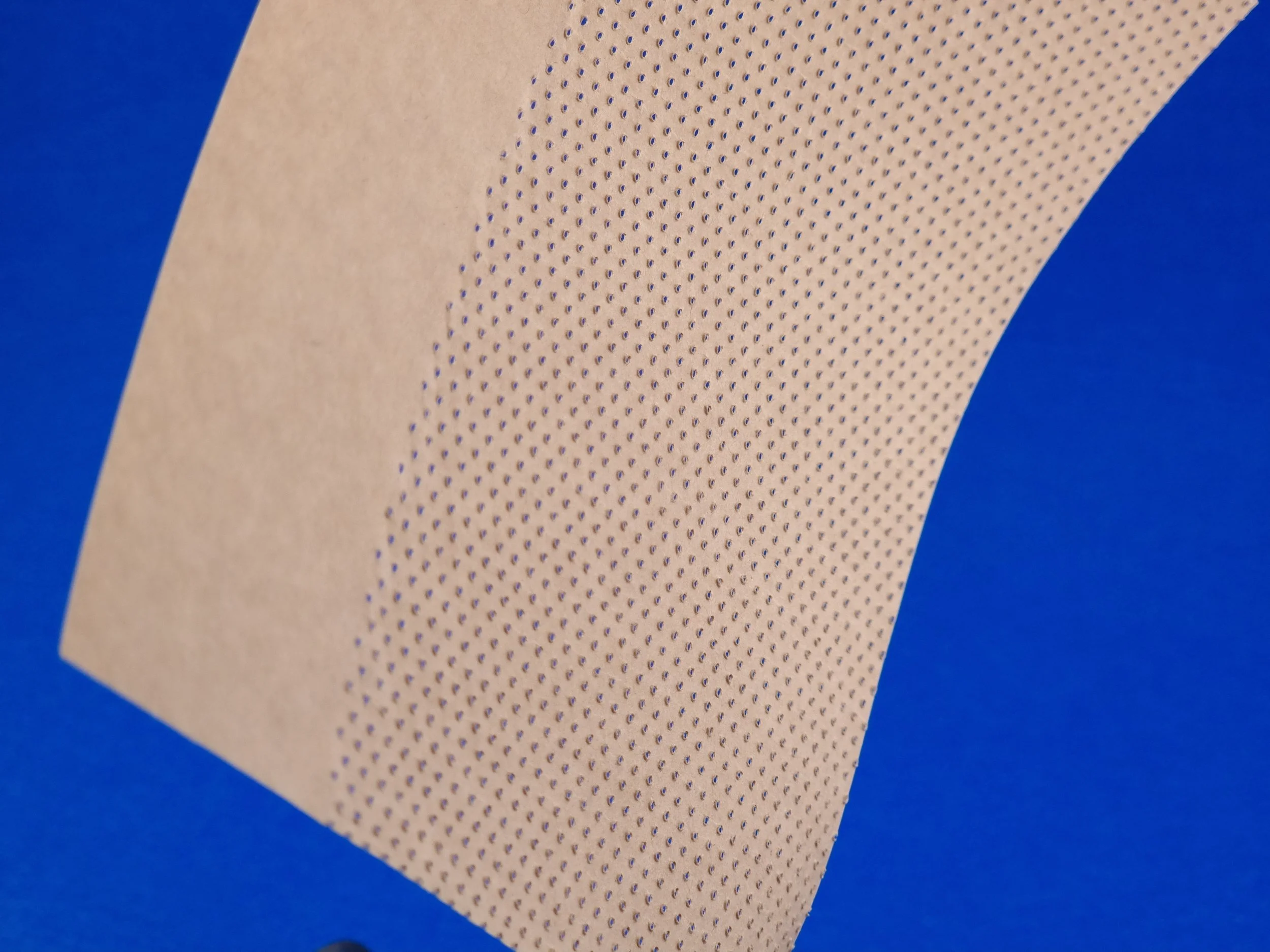
In hot needle perforation, a heated roller fitted with precision needles contacts the moving web; the localised heat melts the fibres at each tip, displacing and re-fusing them around the hole wall as the material cools. The result is a clean, conical aperture with thermally sealed edges — more resistant to tearing and fibre pull-out than mechanically cut holes. This sealed geometry also promotes one-way liquid penetration in hygiene applications, reducing rewet.
The process is best suited to thermoplastic non-wovens such as PP spunbond, PE/PP bicomponent and SMS. Achievable hole diameters range from Ø 200 µm to Ø 2 mm, with densities adjustable from a few to several hundred holes per cm². Hot needle units integrate readily into converting lines and run at high web speeds.
Macro and Cold Needle Perforation
For heavier or technically demanding non-wovens — needle-punched felts, geotextiles, automotive liners, multi-layer composites — mechanical and cold needle methods offer the structural control that thermal processes cannot always provide. Cold needle perforation displaces and compacts fibres at ambient temperature without melting them, making it suitable for laminates, natural-fibre blends or any substrate where heat could compromise adhesive layers or alter mechanical properties. Achievable diameters range from Ø 80 µm to Ø 1.8 mm.
Where larger openings are needed — drainage slots, ventilation apertures, decorative cut-outs — macro punch-and-die systems produce clean, well-defined holes from Ø 1 mm up to Ø 100 mm in heavy-duty substrates such as geotextile membranes, construction wraps and horticultural covers. Both methods support a wide variety of pattern geometries to meet specific airflow, drainage or structural requirements.
Custom Model RW02-PU04A-CN60-200 integrated uwinder-rewinder with macro and cold needle perforation
Process Integration and Machine Design
Inline Perforation with Unwinding and Rewinding
Spark Machinery perforation units are designed to integrate directly into converting lines, working on the moving web between unwinder and rewinder without interrupting the production flow. The perforated material is rewound into finished rolls ready for the next production stage, eliminating intermediate handling and reducing lead times. For converters who need a fully dedicated solution, Spark Machinery also designs and builds custom turnkey machines combining unwinder, perforation head and rewinder in a single integrated system, engineered to the specific substrate, hole pattern and production speed required.
Model HN200 with integrated unwinder-rewinder for non-woven perforation
Key Parameters: Hole Size, Density and Pattern
The functional performance of a perforated non-woven is directly controlled by three variables. Hole size governs the rate and selectivity of transfer: smaller diameters (Ø 80–500 µm) support breathability and fine filtration while preserving barrier properties, whereas larger openings (Ø 1–100 mm) are used where rapid drainage or ventilation is the priority. Hole density — the number of holes per unit area — determines the balance between open area and tensile strength; higher densities increase permeability but reduce the structural contribution of the base material. Pattern geometry (uniform grid, staggered array, zoned layout) further refines airflow distribution, liquid channelling and the mechanical isotropy of the finished web. Defining these three parameters together, rather than in isolation, is the key to achieving the intended end-use performance.

Applications of Perforated Non-Woven Fabrics

-
Perforated non-woven fabrics are a core component of modern hygiene and medical disposables. In diapers and sanitary products, a perforated thermoplastic coverstock forms the skin-contact layer: the conical hole geometry allows rapid one-way fluid transfer into the absorbent core while minimising rewet and maintaining a dry surface feel. In medical applications, perforated non-wovens are used in surgical gowns, drapes and face masks, where controlled breathability and comfort must be balanced with barrier performance. The precision and consistency of the perforation pattern are critical in both sectors, as hole size and density directly determine absorption rate, airflow and skin compatibility.
-
Perforated non-woven fabrics are widely used in crop protection covers, floating mulches and seedling grow bags. Their breathability, thermal insulation, moisture retention and light permeability make them well suited to controlled growing environments, and perforation allows these properties to be precisely tuned. Hole size and density are selected according to the crop type, climate and agronomic objective — balancing air and water exchange against heat retention and weed suppression. In reforestation applications, perforated non-wovens are used as biodegradable ground covers and root guides: controlled micro-perforation patterns allow young roots to penetrate the fabric and establish into the soil while the material still provides surface protection and weed suppression during the critical early growth phase.
-
In industrial applications, perforated non-wovens serve as filtration media, acoustic and thermal insulation facings, and structural components in automotive and construction assemblies. In filtration, hole density and diameter determine particle capture efficiency and pressure drop across the element. In automotive interiors, perforated non-woven layers are used in headliners, door panels and seat components, where breathability, weight and acoustic absorption are all design constraints. In construction, perforated non-woven membranes act as drainage and separation layers in roofing systems, retaining walls and subsurface drainage applications.
Design Considerations and Engineering Challenges
Successful perforation requires careful matching of process parameters to the substrate. Basis weight is a primary variable: lighter webs require lower needle temperatures and reduced pressure to avoid distortion or breaks, while heavier materials tolerate more aggressive settings. On hot needle units, roller rotation speed must be precisely synchronised with line speed — any mismatch generates tension differentials that cause hole deformation or web tearing, a risk that is especially pronounced on lightweight or loosely bonded fabrics.
Material composition adds further complexity. Natural-fibre blends, PLA-based substrates and multi-layer laminates present narrower process windows than standard PP or PE: inconsistent melting behaviour, lower thermal tolerance and the risk of delamination at adhesive interfaces all require careful process setup and upfront material testing.
Biodegradable non-wovens present a specific challenge: the resins and additives that accelerate degradation can volatilise at hot needle processing temperatures, generating particulate and gaseous byproducts. Dedicated exhaust and filtration systems must therefore be integrated into the perforation line as standard.
Finally, strength retention depends on the balance between hole density and the base material's tensile reserve. High open areas reduce load-bearing cross-section, while poorly sealed edges create stress concentration points — making feasibility testing on the actual production material an essential step before line commissioning.

Ready to perforate your non-woven material?
Why choose Spark Machinery?

Uncompromising Quality, Reliability & Performance
Spark Machinery designs and builds high-performance systems known for their precision, durability, and consistent output. Our machines operate reliably even under high-speed, high-demand production conditions, delivering top-tier results with minimal downtime.
Tailor-Made Solutions for Every Customer
We don’t believe in one-size-fits-all. Every system is engineered based on the specific needs of our customers—whether it’s material type, production speed, perforation pattern, or integration with existing lines. This ensures optimal efficiency and seamless operation from day one.End-to-End Support
Our commitment goes beyond machine delivery. We offer expert guidance during project planning, hands-on support during installation and training, and responsive service throughout the machine’s operational life. We're your partner before, during, and after purchase.Driven by Research & Innovation
At Spark Machinery, continuous improvement is part of our DNA. We invest heavily in R&D and testing to develop cutting-edge laser technologies, improve system capabilities, and stay ahead of evolving market demands. Innovation is what keeps our customers competitive—and we deliver it with every machine.
Get expert advice for your Perforation Needs
Choosing the ideal perforation machine can be a complex decision, given the diverse technologies and material considerations involved. To ensure you select the perfect solution for your specific needs, we invite you to a free, no-obligation consultation with our experts. Benefit from personalized insights into how the right hot, cold, or laser perforation technology can optimize your production, enhance product quality, and drive efficiency, ensuring a smart investment tailored to your success.

PERSONAL CONTACT
Looking for advanced industrial packaging or custom perforation solutions?
Discover how tailored airflow, moisture control, and material efficiency can elevate your logistics and product protection.
Contact our team today to explore custom-engineered perforation systems designed for your specific industry needs.
👉 Get in touch now or request a free consultation
DANA NURTAZINA
Commercial Export Office